Lampropeltis
Mechanical
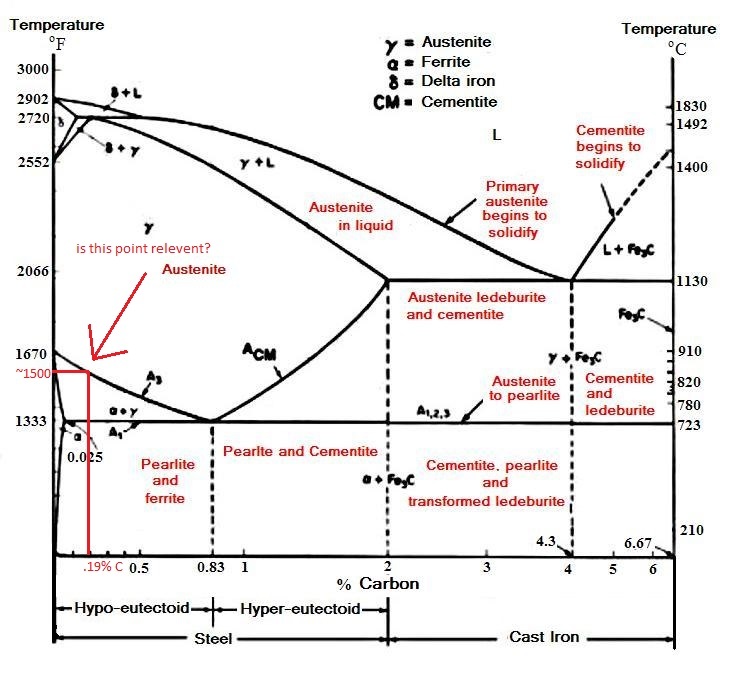
I am having a bit of a problem getting an exact answer from our PWHT Vendor on bringing some 516 gr70 up past 1340°F/1305°F (1340 is max allowable before the carbon transforms, 1305 is a safety factor) I understand his logic, that embrittlement will occur as the carbon content shifts to austenite. However, when I read 2006 version of ASM International "Fundamentals of Heat Treating Steel", their examples make it seem to me, that, the lower your carbon content in steel, the higher can bring your max soak time and temp during PWHT (inverse relationship - I know using "higher and lower" sounds stupid).
The point of this is, the 516 gr 70 I am using has a mill cert showing .19% Carbon content, which seems pretty low for a Carbon steel, when the examples ASM uses are in the 0.4% range (double the Carbon content of this specific sample of 516g70 I have).
Is there any justification, based on the .19% Carbon content, for which I can bring the 516 gr70 up to 1400°F? Is 1340°F/1305°F a max temp the industry abides by because "that's how it's always been done"?
There are specific reasons why this needs to be done, and it really has less to do with the 516g70 and more to do with a dissimilar metal being welded to it, which needs a higher temp.
Thanks for any information or references you can point to which might help shed some light on this.
The point of this is, the 516 gr 70 I am using has a mill cert showing .19% Carbon content, which seems pretty low for a Carbon steel, when the examples ASM uses are in the 0.4% range (double the Carbon content of this specific sample of 516g70 I have).
Is there any justification, based on the .19% Carbon content, for which I can bring the 516 gr70 up to 1400°F? Is 1340°F/1305°F a max temp the industry abides by because "that's how it's always been done"?
There are specific reasons why this needs to be done, and it really has less to do with the 516g70 and more to do with a dissimilar metal being welded to it, which needs a higher temp.
Thanks for any information or references you can point to which might help shed some light on this.