AlbertaMecchie
Mechanical
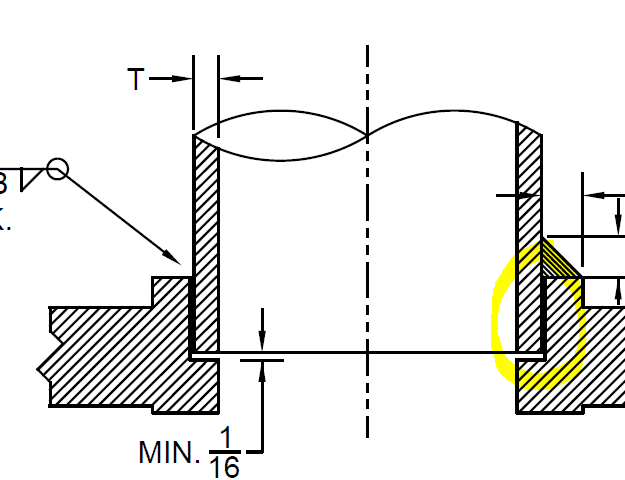
I have read that installing socket welded piping in a 93% sulfuric acid system is not recommended, I am wondering why this is.
Reason I ask is I am installing a 3/4" or 1" piping system and how practical is it to buttweld piping this small ? Or can I just go with socket weld ?
Thanks,
Jon
Reason I ask is I am installing a 3/4" or 1" piping system and how practical is it to buttweld piping this small ? Or can I just go with socket weld ?
Thanks,
Jon