SSO Contractor
Mechanical
Hi,
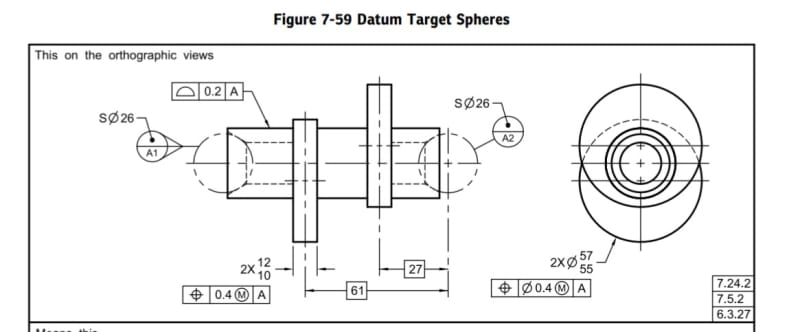
I'm defining a classic 3 ball, 3 radial v-groove kinematics mount and thinking of treating the 3 radial v-grooves similar to datum targets (spheres instead of circular areas) and in doing so this will lock all 6 degrees of freedom. 3X datum feature "A" of these radial spheres should be all I need to define the rest of the features once I establish 3 mutually perpendicular planes relative to them (shown in red). First time trying this and wondering what other think. Thanks:
I'm defining a classic 3 ball, 3 radial v-groove kinematics mount and thinking of treating the 3 radial v-grooves similar to datum targets (spheres instead of circular areas) and in doing so this will lock all 6 degrees of freedom. 3X datum feature "A" of these radial spheres should be all I need to define the rest of the features once I establish 3 mutually perpendicular planes relative to them (shown in red). First time trying this and wondering what other think. Thanks: