I am old school boy, spent all my time with furnaces and sand moulds. Now, metal casting industry too has been taking advantages of this new technology.
I recently attended first Additive Manufacturing Technology for Metal Casting by American Foundry Industry. I was overwhelmed seeing the developments being done in the areas of pattern making and sand moulding.
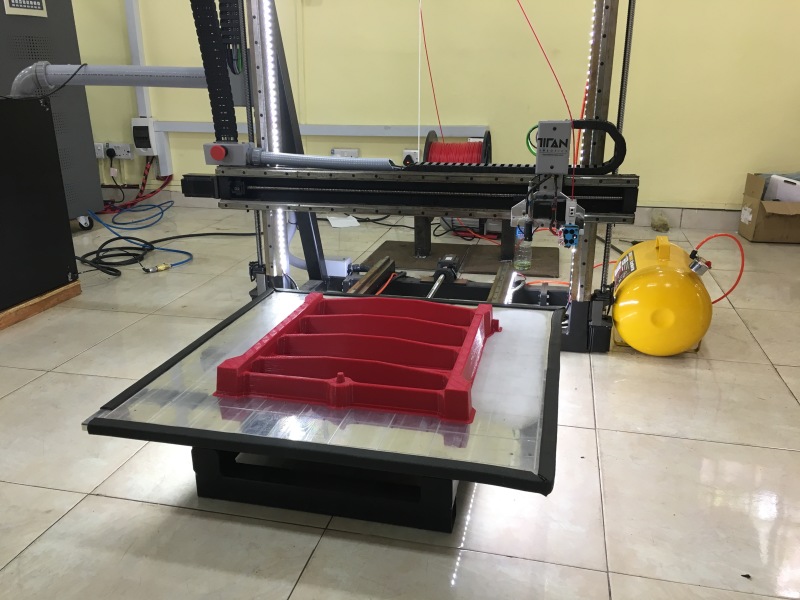
To cut a long story short, we have now bought a FDM machine for PLA and ABS materials. This equipment, we plan to use for pattern making and with the experience gained move towards sand printing.
I invite suggestions and advice from experienced members about the potential pitfalls that I must avoid . The machine is from Titan 3D robotics.
CEO of the company will be traveling to Nigeria to instal and train the staff.
Thanks for patiently reading a long note.
"Even,if you are a minority of one, truth is the truth."
Mahatma Gandhi.
I recently attended first Additive Manufacturing Technology for Metal Casting by American Foundry Industry. I was overwhelmed seeing the developments being done in the areas of pattern making and sand moulding.
To cut a long story short, we have now bought a FDM machine for PLA and ABS materials. This equipment, we plan to use for pattern making and with the experience gained move towards sand printing.
I invite suggestions and advice from experienced members about the potential pitfalls that I must avoid . The machine is from Titan 3D robotics.
CEO of the company will be traveling to Nigeria to instal and train the staff.
Thanks for patiently reading a long note.
"Even,if you are a minority of one, truth is the truth."
Mahatma Gandhi.
![URL]](https://res.cloudinary.com/engtips/image/fetch/w_800,c_lfill,q_auto,f_auto,g_faces:center/[URL unfurl="true"]http://hi-tecdesigns.com/images/pictures/Footwell%20Animation%20Tiny.gif[/URL])
")