duffman1278
Nuclear
- Aug 29, 2011
- 9
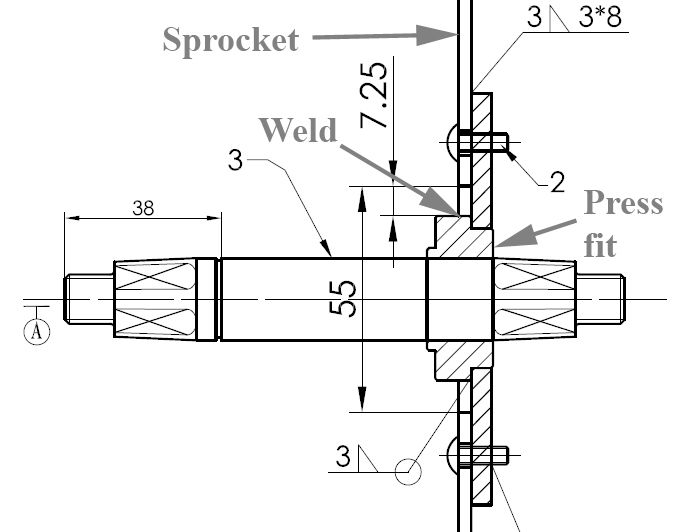
I am investigating solutions for my company on a weld that they have had failures with in the past occurring next to the weld. In the picture below it doesn't show any cracks but I highlighted where the incident occurs at.
I'd appreciate some suggestions as to ways to prevent this because on an up coming product, the crank will be experiencing much greater torque than the sample part I have shown in the picture and so we'd like to avoid this. My only thought was to either preheat the parts before welding or post heat treatment? Both seem like slow process's that would hold up the mass production of these parts.
I would like to bolt down the hub that the sprocket mounts to (the picture shows a pulley but this is for a different product) however because of the limited space that we have to work with, it seems like we have no choice but to weld it.

I'd appreciate some suggestions as to ways to prevent this because on an up coming product, the crank will be experiencing much greater torque than the sample part I have shown in the picture and so we'd like to avoid this. My only thought was to either preheat the parts before welding or post heat treatment? Both seem like slow process's that would hold up the mass production of these parts.
I would like to bolt down the hub that the sprocket mounts to (the picture shows a pulley but this is for a different product) however because of the limited space that we have to work with, it seems like we have no choice but to weld it.
![[rednose]](/data/assets/smilies/rednose.gif "[rednose] [rednose]") It fractured at the HAZ which leads me to believe it's over stressed since it's more than likely not a sensitive material to weld. Has to be .04% or less carbon content steel. And if there was a high level of hydrogen it would have cracked right after the welding, whereas this is cracking during usage. Therefore it is fatiguing.
It fractured at the HAZ which leads me to believe it's over stressed since it's more than likely not a sensitive material to weld. Has to be .04% or less carbon content steel. And if there was a high level of hydrogen it would have cracked right after the welding, whereas this is cracking during usage. Therefore it is fatiguing.