Hey all,
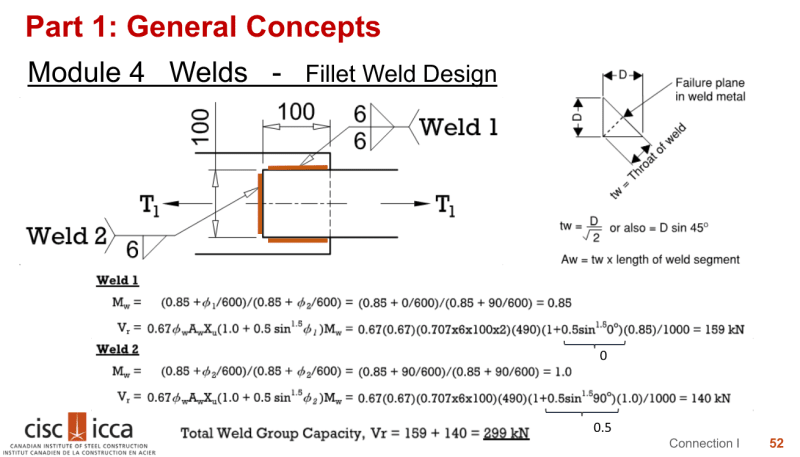
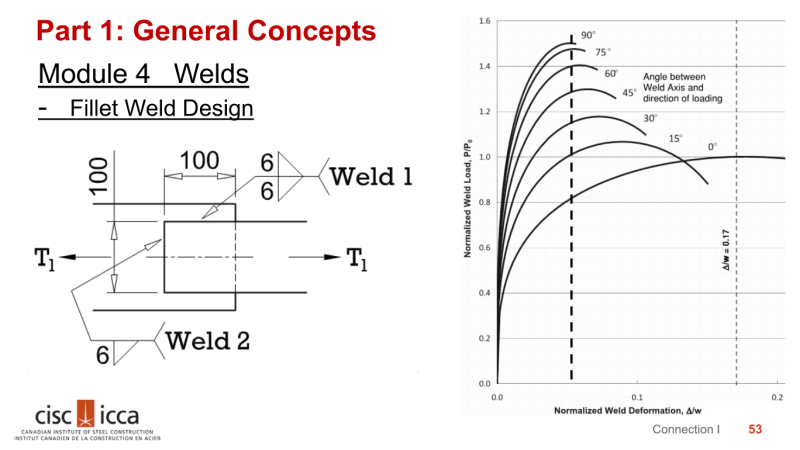
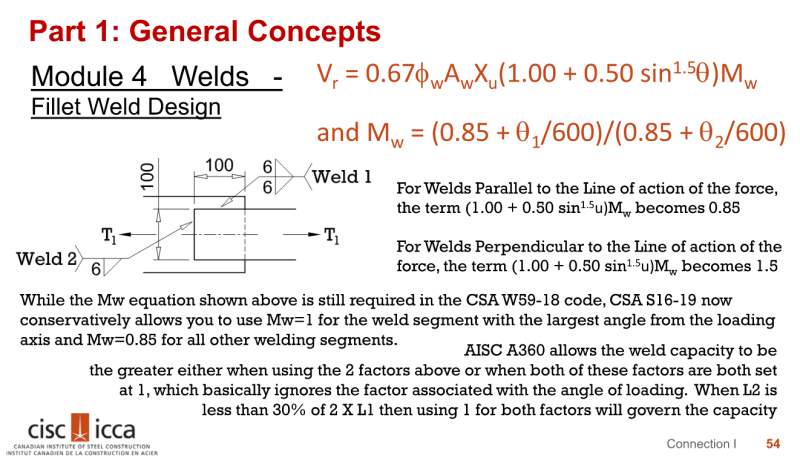
Just wondering what your thoughts are on the application of Mw for all around (circular welds). Simply speaking I've just calculated the force in the weld and compared that to the strength of the filet weld at 0°, however I am curious if this is an acceptable approach. Strictly interpreting the code, some of the weld segments will be at varying degrees to the force, so their Mw will change, but also since nearly all of the weld segments are exceeding 0° to the force, approaching 90°, they are stronger than 0° to the force.
I know this is likely way overthinking it, but hopefully someone has put some thought into this before.
Just wondering what your thoughts are on the application of Mw for all around (circular welds). Simply speaking I've just calculated the force in the weld and compared that to the strength of the filet weld at 0°, however I am curious if this is an acceptable approach. Strictly interpreting the code, some of the weld segments will be at varying degrees to the force, so their Mw will change, but also since nearly all of the weld segments are exceeding 0° to the force, approaching 90°, they are stronger than 0° to the force.
I know this is likely way overthinking it, but hopefully someone has put some thought into this before.