Just making sure my brain process what I read
Burunduk,
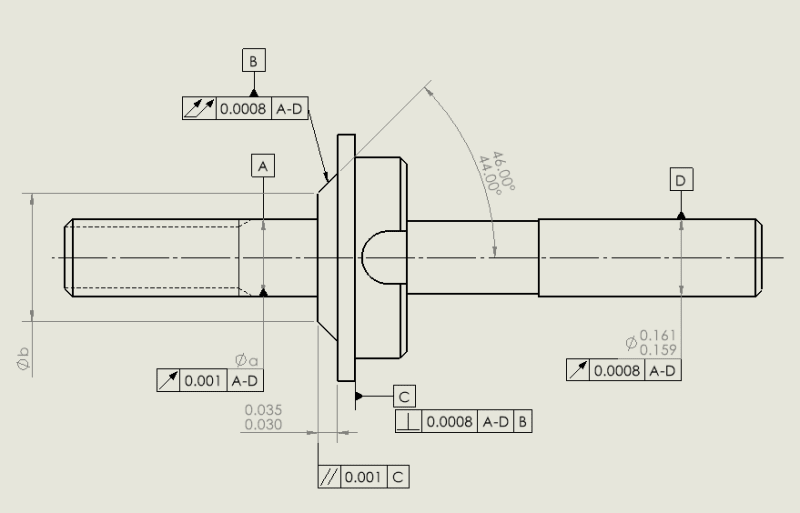
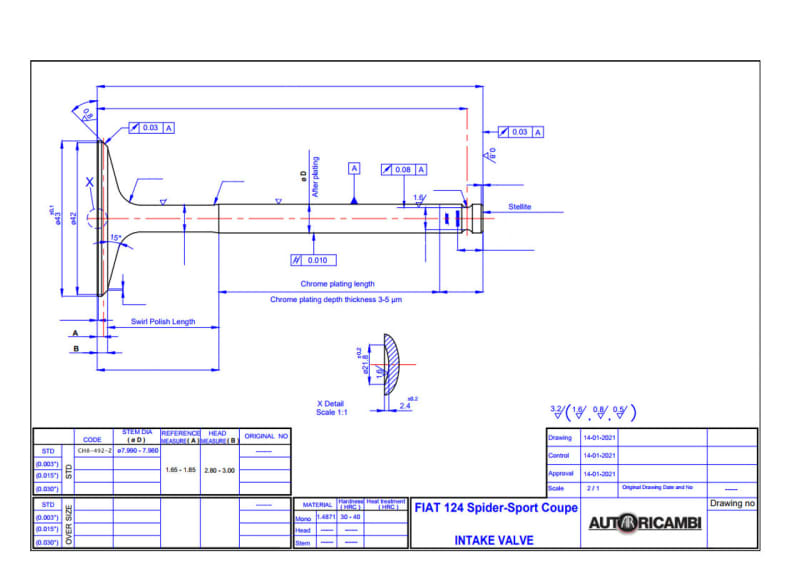
1. Datum features for inspection might differ during machining.
2. The method of holding a part during inspection dictates its allowable movement. For runout and perpendicularity referencing datum A, the part can move axially and rotate. For parallelism with datum B, only rotations are constrained.
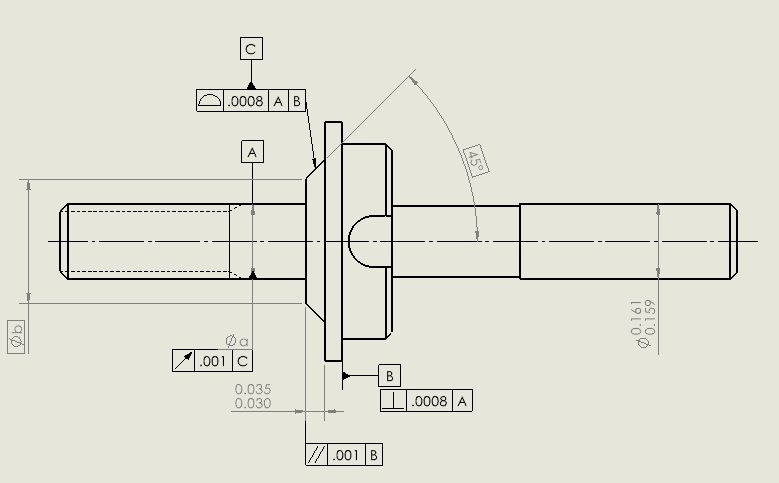
3. The total runout on a cone in relation to datum axis A is comparable to a surface profile tolerance. Using the profile might offer clearer interpretation.
---------------------------------------------------------
Dave,
Unfortunately, I don't have access to the 2018 version yet. We are still stuck in 2009 version. But I will definitely look into 2018 version down the road.
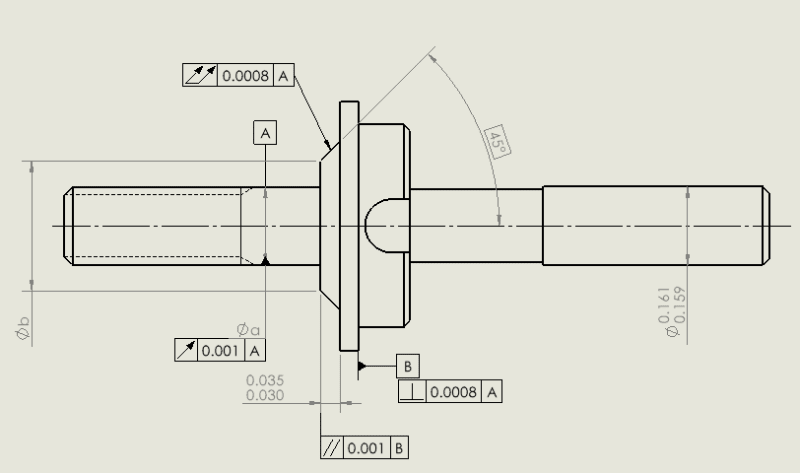
1. The standard lacks a clearly specified tolerance zone for total runout on angled surface and has been a debated.
2. During manufacturing and inspection, parts shouldn't move at all. The absence of a datum reference means no priority. (the inspector would fill any void to completely fix the part, after existing datums on the drawing established) Datum features signify assembly constraints; however, for parts moving axially, an axial constraint on the drawing isn't beneficial.
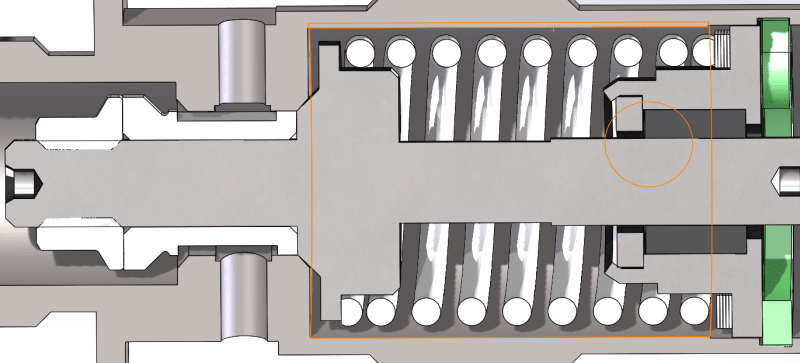
3. Yes, I forgot to show the hidden line, the rod does have pilot holes at the ends.
---------------------------------------------------------------
It looks like both of you would prefer profile over total runout in this case.