Settingsun
Structural
Hi,
In AS 5100.6 (steel bridges), the authors have sneaked in a maximum size of fillet weld under the heading Minimum Size of Fillet Welds (clause 12.6.7.2), with the maximum size equal to the size of the thinner piece of steel:
"The minimum size of a fillet weld, other than a fillet weld used to reinforce a butt weld,
shall conform to Table 12.6.7.2 except that the size of the weld shall be not greater than the thickness of the thinner part joined."
In AS 4100 (steel structures except bridges), the wording is virtually identical except 'shall be not greater than' is 'need not exceed', and therefore does not impose a maximum size:
"The minimum size of a fillet weld, other than a fillet weld used to reinforce a butt weld,
shall conform with Table 9.7.3.2, except that the size of the weld need not exceed the
thickness of the thinner part joined."
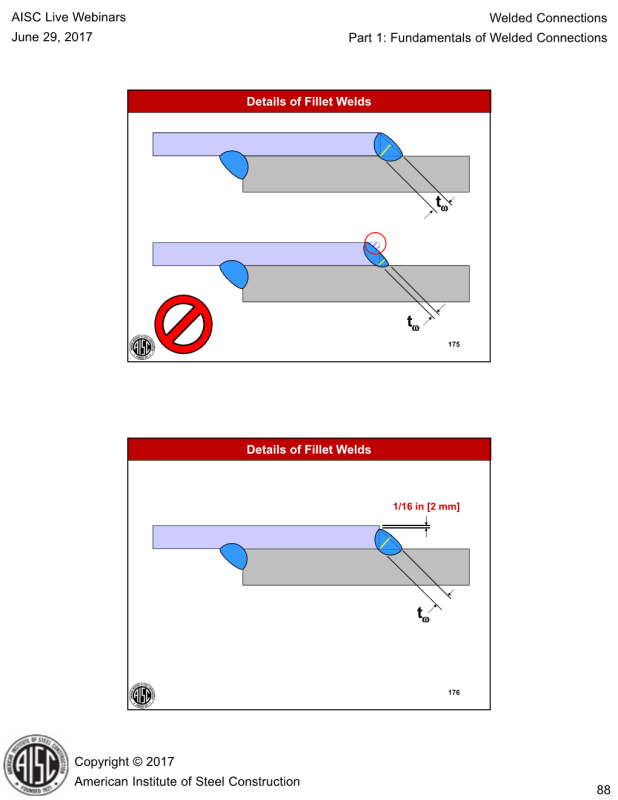
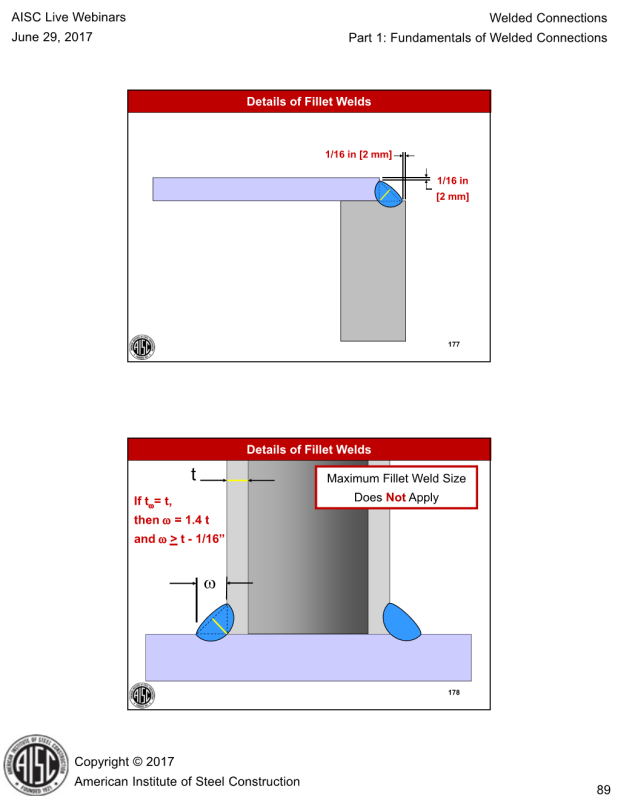
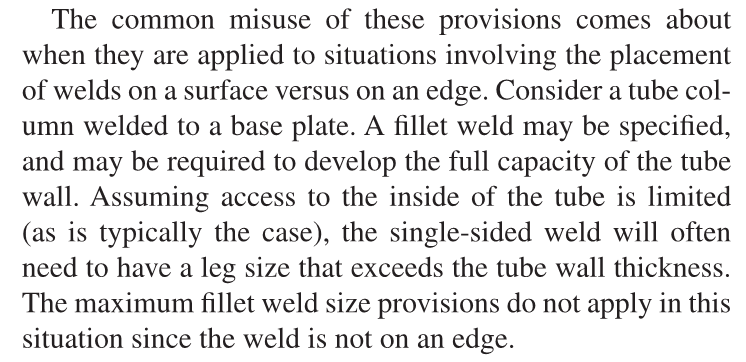
Is there method behind the bridge code, or is the intent the same as AS 4100 but poorly worded? Seems to me the effect is to force butt welds instead of large fillets. According to this webpage, the maximum fillet size is a common misconception:
In AS 5100.6 (steel bridges), the authors have sneaked in a maximum size of fillet weld under the heading Minimum Size of Fillet Welds (clause 12.6.7.2), with the maximum size equal to the size of the thinner piece of steel:
"The minimum size of a fillet weld, other than a fillet weld used to reinforce a butt weld,
shall conform to Table 12.6.7.2 except that the size of the weld shall be not greater than the thickness of the thinner part joined."
In AS 4100 (steel structures except bridges), the wording is virtually identical except 'shall be not greater than' is 'need not exceed', and therefore does not impose a maximum size:
"The minimum size of a fillet weld, other than a fillet weld used to reinforce a butt weld,
shall conform with Table 9.7.3.2, except that the size of the weld need not exceed the
thickness of the thinner part joined."
Is there method behind the bridge code, or is the intent the same as AS 4100 but poorly worded? Seems to me the effect is to force butt welds instead of large fillets. According to this webpage, the maximum fillet size is a common misconception: