This question is related to this one here (I can delete that one if this violates the crosspost rules, I have a slightly different question now so I am leaving them both for the moment)
Link
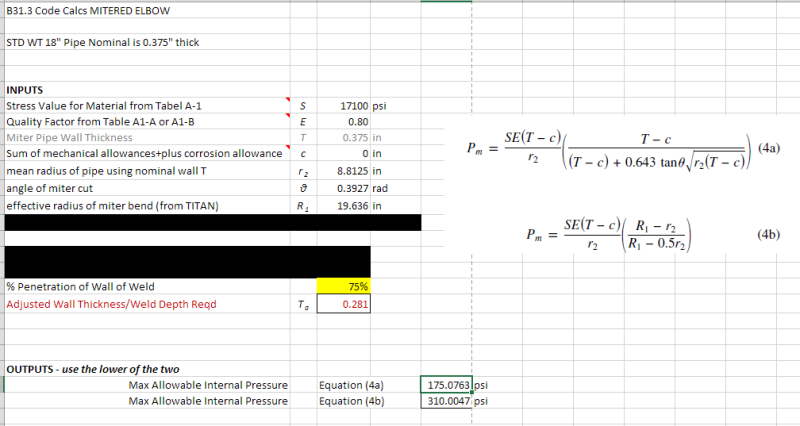
Anyway, short and sweet review. Getting some tantalum lined pipe made. Its 18" DIA, 150# flanges, etc for process piping in a chem plant. My state (KY) is a code state and so we are expected to follow ASME B31.3 for process piping. The question came up on a double miter elbow, are partial (incomplete) penetration welds acceptable? (Doing a full-pen weld is very difficult with the Tantalum liner).
Everything I found in 31.3 indicates that basically, no, they are not. I heard back from the vendor this morning that the partial pen welds called out on their drawing are "acceptable and calculated / designed per ASME Sec VIII div I" and that "Spot RT" is not required at all.
So my question is, Is that allowed? Does designing a weld per Sec VIII Div I override/comply with B31.3? Are there any code-mandated inspections?
I have a copy of B31.3 handy but not Sec VIII Div I. I don't mind looking at it in detail if someone just wants to point me to the right section/table/whatever. Any help is much appreciated. Thanks
Link
Anyway, short and sweet review. Getting some tantalum lined pipe made. Its 18" DIA, 150# flanges, etc for process piping in a chem plant. My state (KY) is a code state and so we are expected to follow ASME B31.3 for process piping. The question came up on a double miter elbow, are partial (incomplete) penetration welds acceptable? (Doing a full-pen weld is very difficult with the Tantalum liner).
Everything I found in 31.3 indicates that basically, no, they are not. I heard back from the vendor this morning that the partial pen welds called out on their drawing are "acceptable and calculated / designed per ASME Sec VIII div I" and that "Spot RT" is not required at all.
So my question is, Is that allowed? Does designing a weld per Sec VIII Div I override/comply with B31.3? Are there any code-mandated inspections?
I have a copy of B31.3 handy but not Sec VIII Div I. I don't mind looking at it in detail if someone just wants to point me to the right section/table/whatever. Any help is much appreciated. Thanks
![[upsidedown]](/data/assets/smilies/upsidedown.gif "[upsidedown] [upsidedown]")