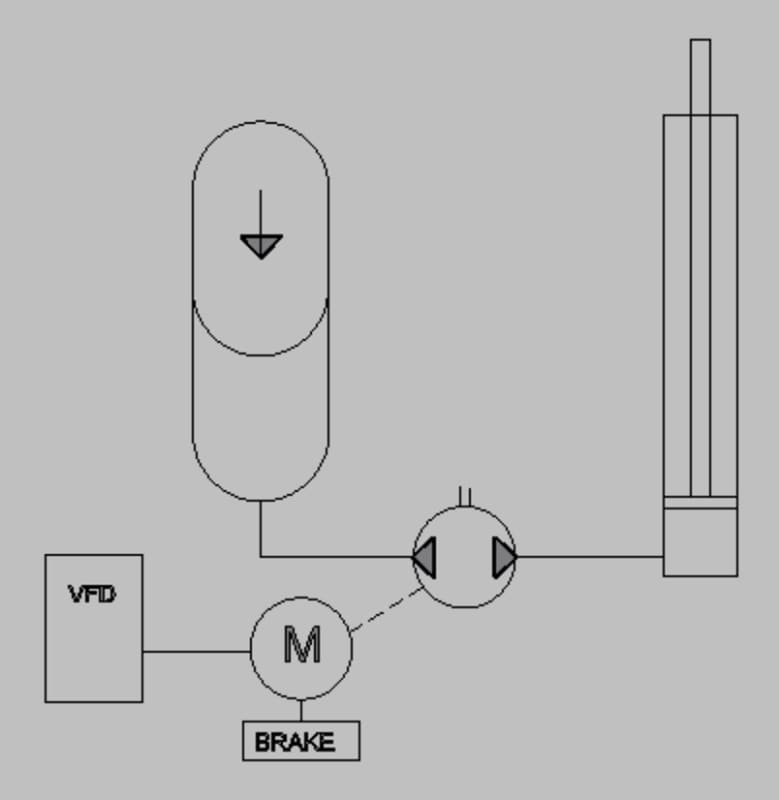
The application is raising and lowering a 4000# vertical load approximately 20" once every 120 seconds, 10 seconds to extend 20" and 10 seconds to retract 20", 100 seconds dwell. An accumulator is charged with nitrogen to approx 320 psi to offset the load produced by the 4000# weight acting through a 4" bore x 40 stroke single acting cylinder (4000#/12.566 in² = 318 psi). A bi-rotational pump is connected between the accumulator and cylinder. The pump is driven by a small motor (1/2 hp) which is in turn powered by a VFD. additionally the motor is equipped with a normally applied friction brake which is released when motor is running in either direction. By reversing the rotation of the motor the load is moved up or down with with minimum energy loss as the pump sees only the differential pressure between the accumulator whose pressure decreases and increases to some extent as the load is moved either up or down. Packing the hydraulic system is a bit difficult but not impossible.
When my guys began to test the system they ran into the following problem or at least what they said was the problem. The load lifted nicely and held when the pump stopped and the motor brake was applied. However when the load was lowered, that is when the motor was reversed the load moved down a leak was detected ot the shaft seal of the pump. I was told that this leak did not occur when lifting, only lowering. I asked them to check the pumps internal check valves to make sure that they were not fouled by something such as teflon tape or such and check the pump shaft seal to see if was damaged. While they will do this they seem to think that the pump is good but the application of using these components is the problem. As designer of the system I of course do not agree. Nevertheless I have never seen a circuit like this for some reason and as such I decided to get the opinion of others in the field.
When my guys began to test the system they ran into the following problem or at least what they said was the problem. The load lifted nicely and held when the pump stopped and the motor brake was applied. However when the load was lowered, that is when the motor was reversed the load moved down a leak was detected ot the shaft seal of the pump. I was told that this leak did not occur when lifting, only lowering. I asked them to check the pumps internal check valves to make sure that they were not fouled by something such as teflon tape or such and check the pump shaft seal to see if was damaged. While they will do this they seem to think that the pump is good but the application of using these components is the problem. As designer of the system I of course do not agree. Nevertheless I have never seen a circuit like this for some reason and as such I decided to get the opinion of others in the field.