PabloA
Petroleum
- Jan 27, 2021
- 1
Hello,
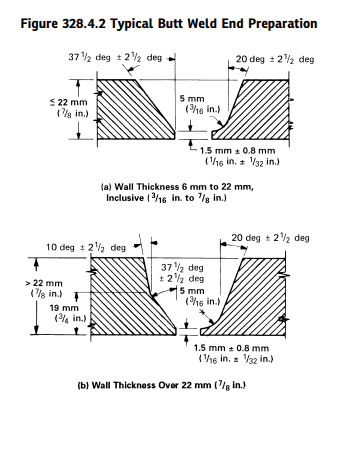
I would need some help regarding butt weld specifications.
Could it be Butt weld regardless the angle of the pipe end. I mean, if no specification further than BW are indicated, could the pipe or accessory be supplied either with 37.5º or 0.5º?
I can't find the specifications in the ASME
Thanks and regards
I would need some help regarding butt weld specifications.
Could it be Butt weld regardless the angle of the pipe end. I mean, if no specification further than BW are indicated, could the pipe or accessory be supplied either with 37.5º or 0.5º?
I can't find the specifications in the ASME
Thanks and regards