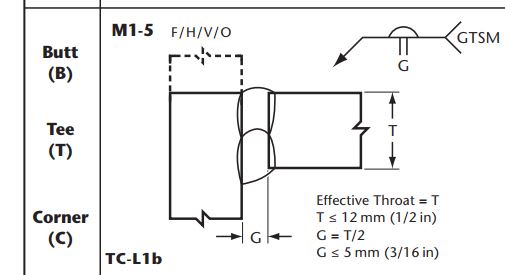
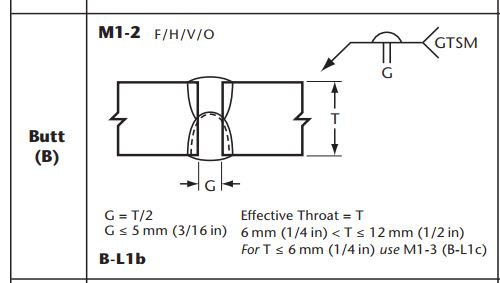
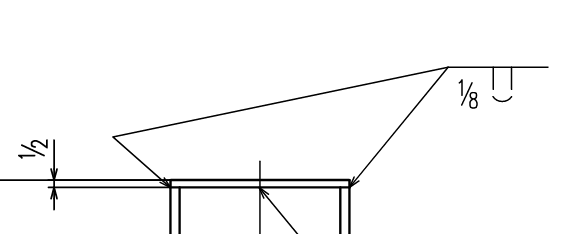
Curious if anyone is aware of a prequalification for the weld shown below. It feels like a 'hold the plate in place' sort of weld. It's a 1/2" plate on top of a W12x65. TC-L1-GF/S comes close, but maxes out at a 3/8" plate. This stuff is existing, and we're adding a small moment to this plate. If I ignore prequalification, then it just barely squeaks by...but if it's not prequalified I can't really put load on it.
(I say existing...this is under construction and I've been asked to design the connection of a component to this column...my gut tells me to add flange plates to the column and be done with it, but it's going to cause a fight with a big firm that I'd like to avoid if there's an ethical way of doing so. The owner is under the impression that this was designed to receive the piece we're adding and my check is more or less a pro forma activity...if I start calling for all sorts of field mods and fabrication it'll likely cause a stink.)
(I say existing...this is under construction and I've been asked to design the connection of a component to this column...my gut tells me to add flange plates to the column and be done with it, but it's going to cause a fight with a big firm that I'd like to avoid if there's an ethical way of doing so. The owner is under the impression that this was designed to receive the piece we're adding and my check is more or less a pro forma activity...if I start calling for all sorts of field mods and fabrication it'll likely cause a stink.)