CMStainless
Materials
What is the ideal coercive force for fully magnetically annealed bars between diameters 6.35mm to 17mm for type 2 Alloy?
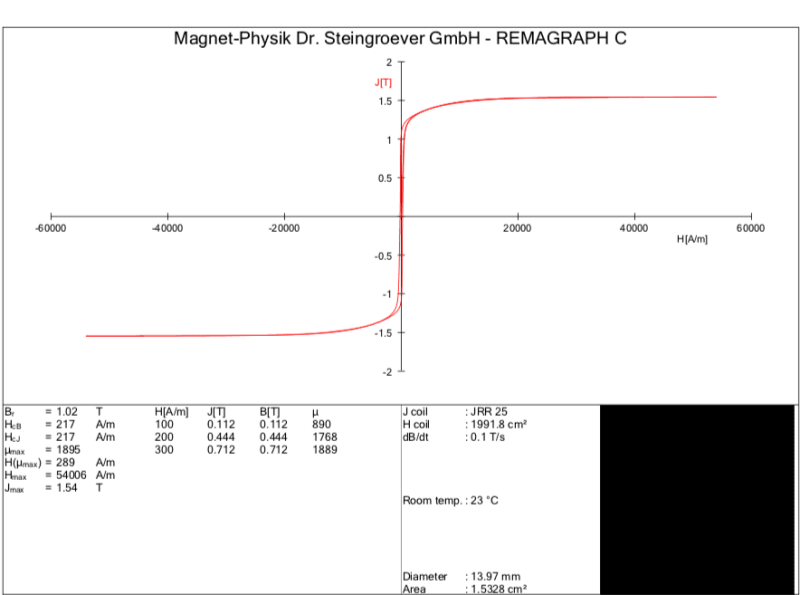
Also, is there a way to reduce the saturation induction of the bars through some changes in annealing? My values are always in the range of 0.9 to 1.1 Tesla
Also, is there a way to reduce the saturation induction of the bars through some changes in annealing? My values are always in the range of 0.9 to 1.1 Tesla