I work at a smallish plant (~120 people) that grew from a small Mom&Pop Inc to be eventually bought by a Fortune 1000 company a few years ago. I came to the plant in 2017 and found that things were much different than my prior experience in the Cl2-based TiO2 industry. P&IDs were, when I arrived at Mom&Pop Inc a few years ago, under control of an outside electrical/controls engineering firm (essentially one guy) and had not been updated in ~20 years. There were no piping specifications, no maintenance software, etc. You get the idea.
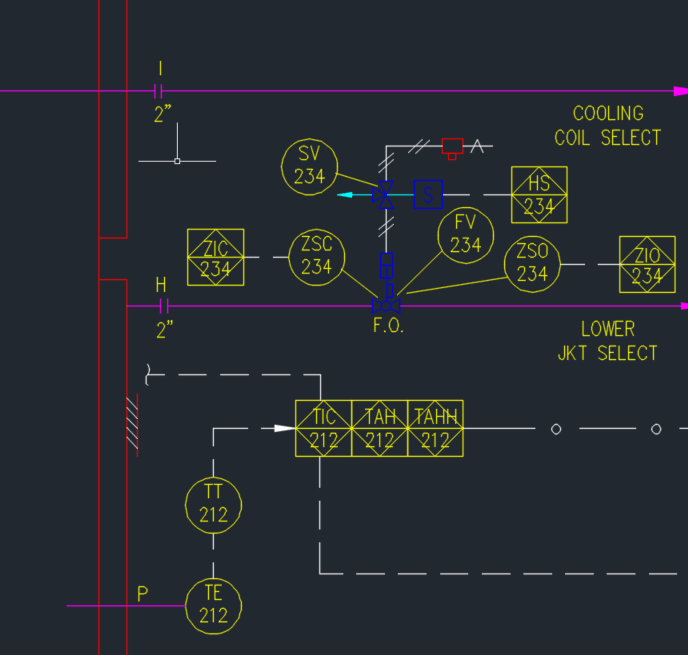
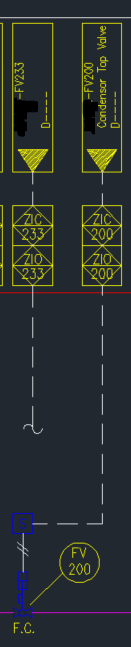
Anywho, the current P&IDs show the typical sensing element->transmitter->controller->final control element loop all on the P&ID. If the sensing element and FCE are on separate P&IDs (which is common), the signal is sent to the other P&ID like normal process flows are.
In my prior life, the signals from the transmitters on the P&ID were all sent to the top of the drawing and directed you to the loop diagrams, which would, if followed, lead you eventually to the FCE on another P&ID. All of this inter-connectivity was vital for several functions - PFD calcs for LOPAs, function check procedures for safety interlocks, etc. This also had the advantage of de-cluttering the P&ID.
The P&IDs and the loop diagrams at my current place are entirely disconnected, currently. I am wanting to move to having the same system as my prior job, especially since the facility falls under PSM. The controls guy doesn't see the value in it.
What is your experience with this? What would you recommend as the course of action?
Anywho, the current P&IDs show the typical sensing element->transmitter->controller->final control element loop all on the P&ID. If the sensing element and FCE are on separate P&IDs (which is common), the signal is sent to the other P&ID like normal process flows are.
In my prior life, the signals from the transmitters on the P&ID were all sent to the top of the drawing and directed you to the loop diagrams, which would, if followed, lead you eventually to the FCE on another P&ID. All of this inter-connectivity was vital for several functions - PFD calcs for LOPAs, function check procedures for safety interlocks, etc. This also had the advantage of de-cluttering the P&ID.
The P&IDs and the loop diagrams at my current place are entirely disconnected, currently. I am wanting to move to having the same system as my prior job, especially since the facility falls under PSM. The controls guy doesn't see the value in it.
What is your experience with this? What would you recommend as the course of action?