If there is one thing I hate about being an Engineer it is interpreting Codes, lol. I am being asked more and more from the field on if tapped flanges, centerline or off center, can be used. I feel I have a decent understanding on the requirements laid out in B16.5/B31.3. However, I am a little puzzled on the interpretation in regards to this in CSA Z662 although I think I am reading it correctly. Can anyone help me out or provide feedback? Also note that my question relates to threaded flanges only, as well the use of these reductions are for installing drains at the end of a header, and are not used as a branch connection or pipe reduction.
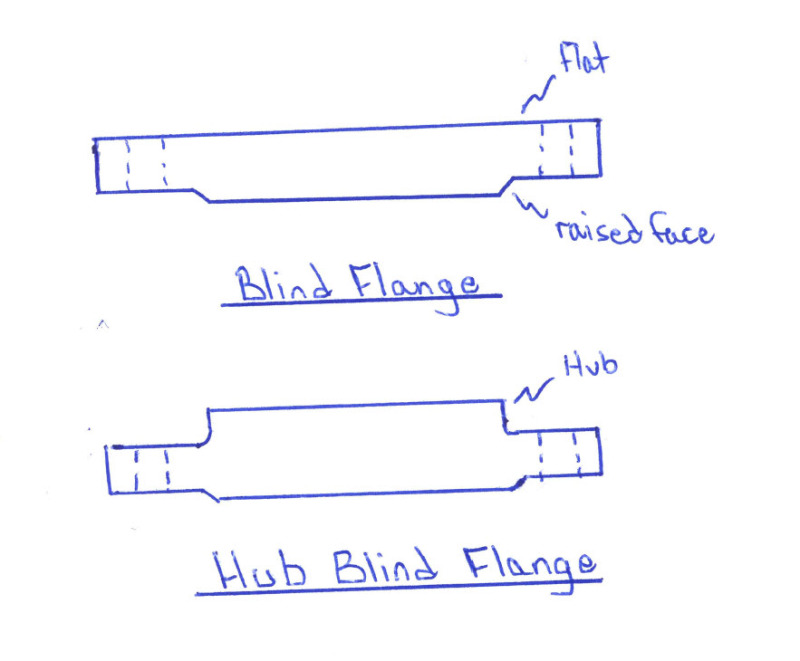
Table 5.3 states that B16.5 flanges can be used (with limitations) in CSA design. So that would tell me that reducing flanges are OK to use as long as it meets the B16.5 requirements, correct? I don't get any indication that reducing flanges are a nonstandard flange in B16.5, so I would not have to follow Clause 5.2.6.3, correct? However, in the new '15 edition there is a new clause 5.2.6.4 that blatantly states that blind flanges cannot be used as a reducing threaded flange, excluding in pressure testing. However, it doesn't state anything about not being able to use a hub flange as a reducing threaded flange. So this tells me that I am good with using a properly designed hub flange reducing flange, correct?
In regards to using an off centered tapped flange I beleive I would again have to look at it as a closure. And Clause 4.3.13 Pressure design for compenents - Closures, tells me that I can follow SEC VIII. Which is the same for B31.3.
I know it all comes down to interpretation, but typically there is a "right" answer. So if anyone can provide me feedback on this it would be much appreciated.
Table 5.3 states that B16.5 flanges can be used (with limitations) in CSA design. So that would tell me that reducing flanges are OK to use as long as it meets the B16.5 requirements, correct? I don't get any indication that reducing flanges are a nonstandard flange in B16.5, so I would not have to follow Clause 5.2.6.3, correct? However, in the new '15 edition there is a new clause 5.2.6.4 that blatantly states that blind flanges cannot be used as a reducing threaded flange, excluding in pressure testing. However, it doesn't state anything about not being able to use a hub flange as a reducing threaded flange. So this tells me that I am good with using a properly designed hub flange reducing flange, correct?
In regards to using an off centered tapped flange I beleive I would again have to look at it as a closure. And Clause 4.3.13 Pressure design for compenents - Closures, tells me that I can follow SEC VIII. Which is the same for B31.3.
I know it all comes down to interpretation, but typically there is a "right" answer. So if anyone can provide me feedback on this it would be much appreciated.