paintballJim
Mechanical
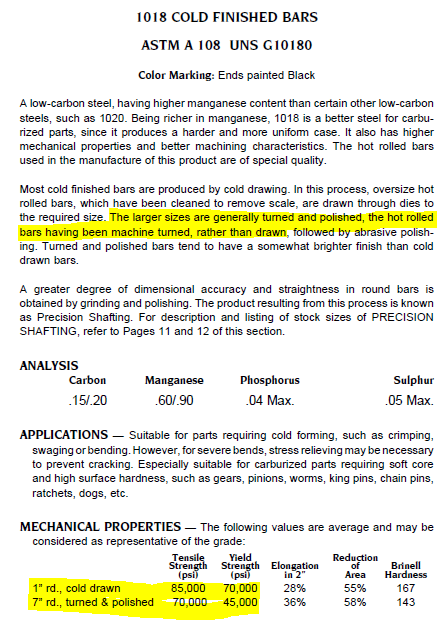
I know that the Cold Rolled material has a higher Yield Strength due to the work hardening during the forming process. However is that strength throughout the material or mostly around the surface area? And if so how deep would you expect the work hardening to effect? The question came up regarding 9" 1008-7 shafts that we purchase to make splined hubs from. We have specified the material as Cold Rolled however our vendor is having problems sourcing CR and would like to substitute HR instead. If 9" material is bored and splined for a 2" shaft does the work hardening of Cold Rolling even have an effect on the inner part of the material?