Good Day
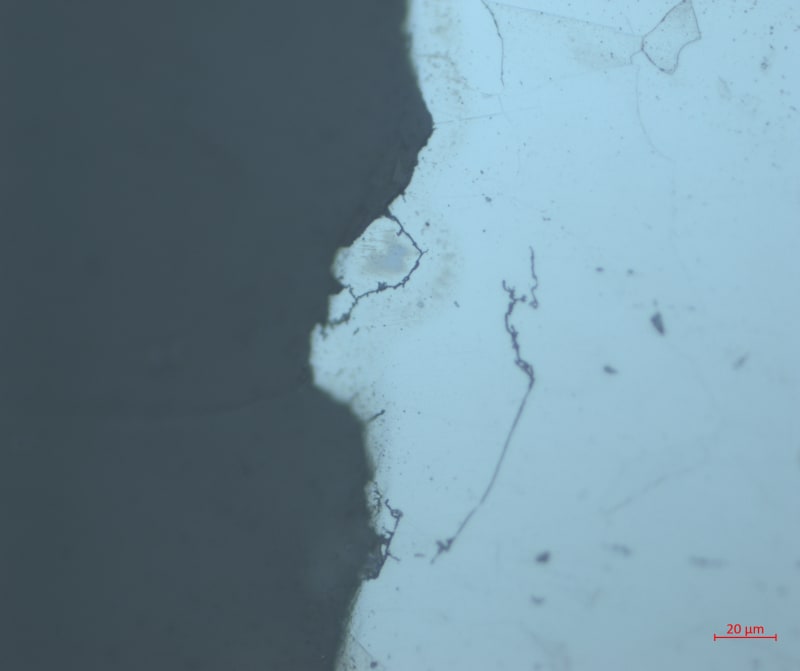
What are the obvious features to differentiate the failure which was as the result of sensitization or reheat cracking on the 316 stainless steel weld. The crack initiated on the weld toe and sensitization on the HAZ was observed. The failure happened after 36hours of operation. The failed pipe transport oil and which is below 80 degrees.
The filler metal used was ERNiCr-3 (NiCr20Mn3Nb).
The materials being joined it was a carbon steel and a 316 s/s. The crack was on the HAZ of the 316 s/s
Regards
Hlengani
What are the obvious features to differentiate the failure which was as the result of sensitization or reheat cracking on the 316 stainless steel weld. The crack initiated on the weld toe and sensitization on the HAZ was observed. The failure happened after 36hours of operation. The failed pipe transport oil and which is below 80 degrees.
The filler metal used was ERNiCr-3 (NiCr20Mn3Nb).
The materials being joined it was a carbon steel and a 316 s/s. The crack was on the HAZ of the 316 s/s
Regards
Hlengani