Angre
Marine/Ocean
- Dec 18, 2013
- 50
Hi,
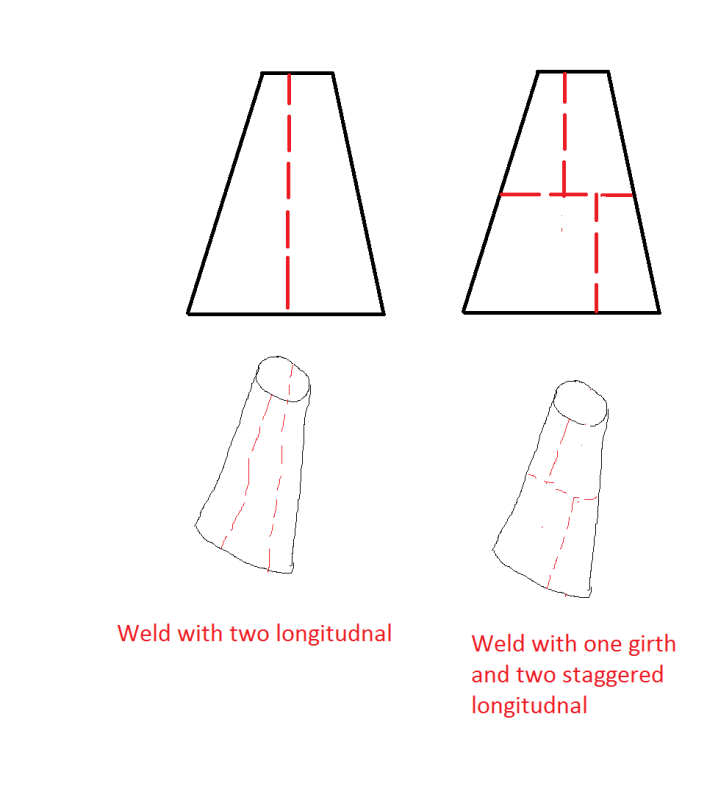
I have a query regarding fabrication of Cone transition piece.
the cone transitions from 2000 mm to 1200 mm.the cone height is 3600 mm
As per contract, only a single longitudnal seam is allowed.
The fabricator cant roll such a long section, so he is proposing to roll the section in two to parts and weld, resulting in two longitudnal welds.
The client does not agree to such a proposal. Other possibility is to roll two cones of height 3600/2 = 1800 m, weld two longitudnal welds and finally connect with
one girth weld.
The attached picture give an idea of the situation.
I have a query regarding fabrication of Cone transition piece.
the cone transitions from 2000 mm to 1200 mm.the cone height is 3600 mm
As per contract, only a single longitudnal seam is allowed.
The fabricator cant roll such a long section, so he is proposing to roll the section in two to parts and weld, resulting in two longitudnal welds.
The client does not agree to such a proposal. Other possibility is to roll two cones of height 3600/2 = 1800 m, weld two longitudnal welds and finally connect with
one girth weld.
The attached picture give an idea of the situation.
")