TheeCircle
Civil/Environmental
Hi,
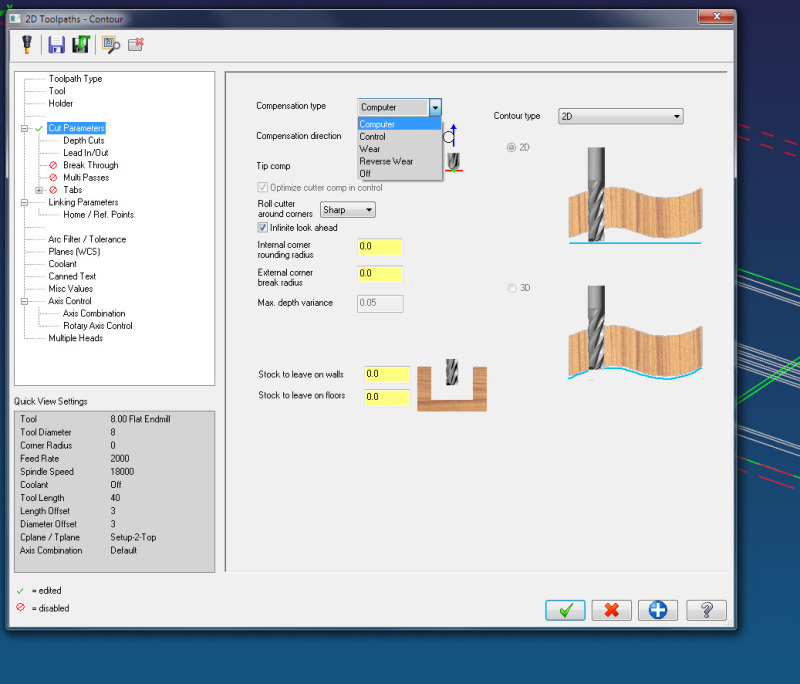
I would like to have the option for wear compensation for our Fanuc 3 Axis VMC.
I have my post almost finished but I can not figure this one out.
Any ideas?
Thank you
John
I would like to have the option for wear compensation for our Fanuc 3 Axis VMC.
I have my post almost finished but I can not figure this one out.
Any ideas?
Thank you
John