kaffy
Mechanical
- Jun 2, 2020
- 191
Good Afternoon fellow engineers,
Is it common to use formed C channel rather than hot rolled C channel?
The reason I want to use a formed C channel is because of the quantity as sheet metal fabricator can laser all the slots.
let's say I am using the same material, same dimension properties.
Do I need to add a further strength reduction factor while doing my calculations as in hot rolled material properties are more uniform.
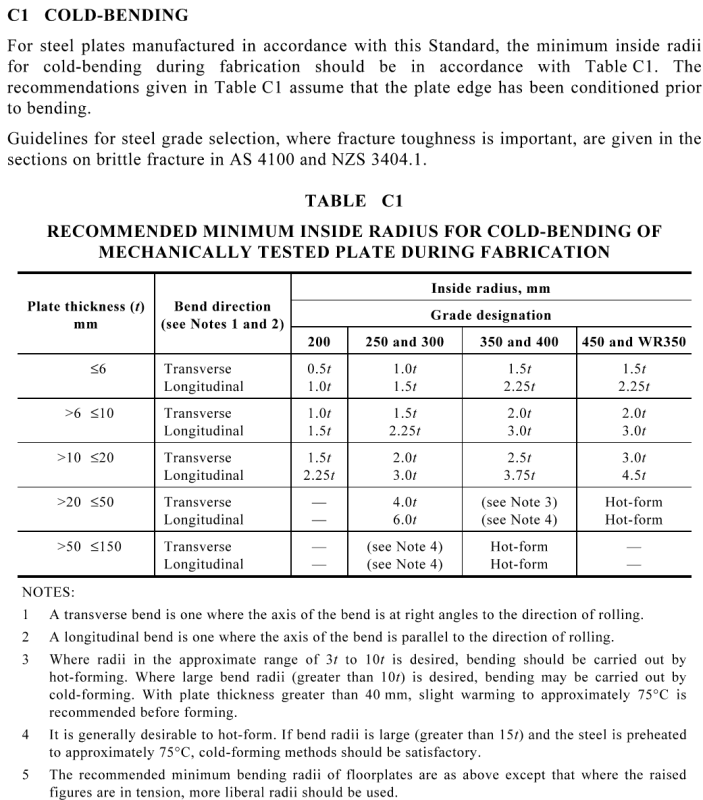
Also I am worried about the cracks at bends especially if the material is 1/4" thick. Can anybody guide me in right direction?
Thank You
KD
Is it common to use formed C channel rather than hot rolled C channel?
The reason I want to use a formed C channel is because of the quantity as sheet metal fabricator can laser all the slots.
let's say I am using the same material, same dimension properties.
Do I need to add a further strength reduction factor while doing my calculations as in hot rolled material properties are more uniform.
Also I am worried about the cracks at bends especially if the material is 1/4" thick. Can anybody guide me in right direction?
Thank You
KD