cmmguy75
Mechanical
- Jan 25, 2014
- 22
Hi All,
I guess this is an old question but I still see drawings here and there showed NO LOCKING DATUM FEATURE.
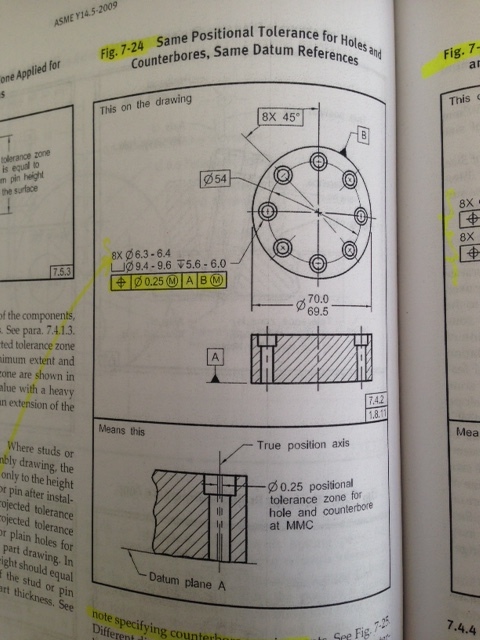
Please see attached picture which is from ASME Y14.5-2009, page 121. The basic 8x 45deg is from vertical line to center of |B| and center of a hole.
For calculating the TP, we need to get actual angle (nominal=45deg) and radius (nominal=27).
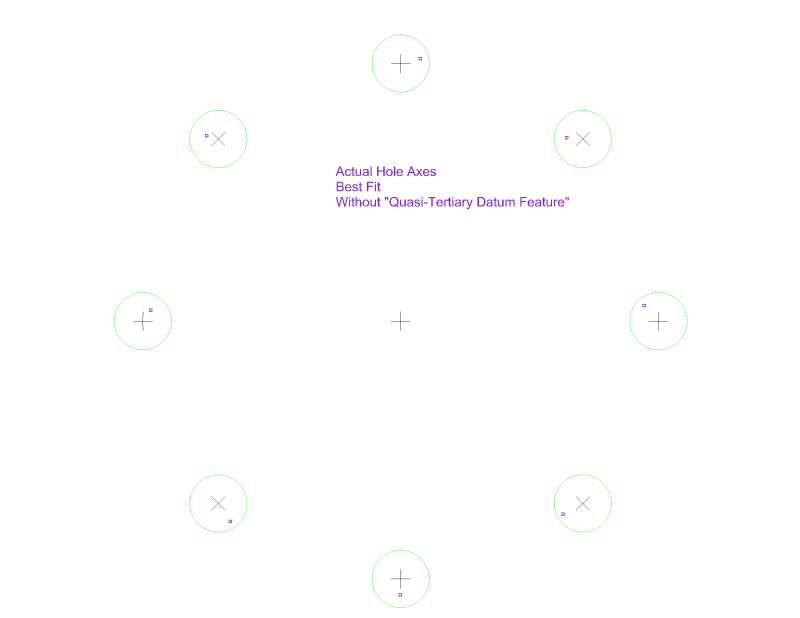
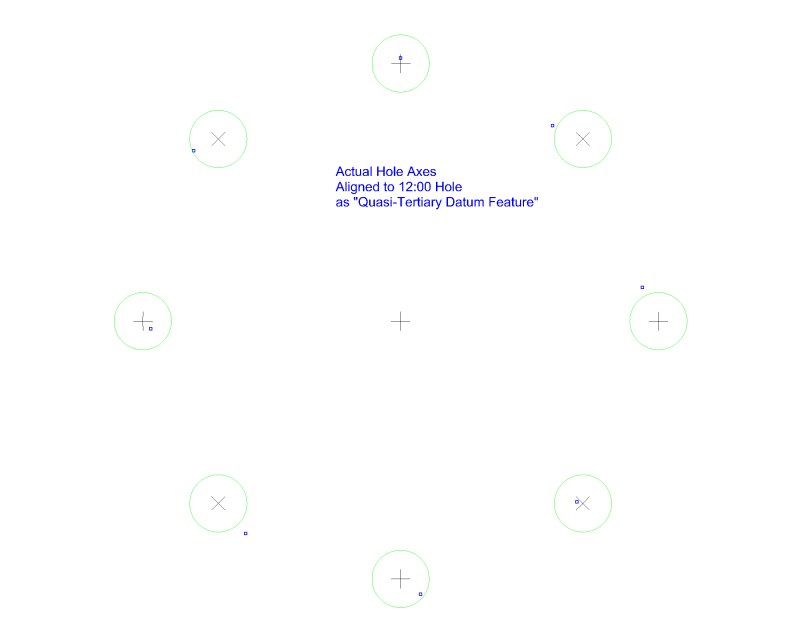
The angle here is from hole to hole. So it means I can use any of these holes to lock the part, here the one@12:00?
Is that the way?
Thanks!
I guess this is an old question but I still see drawings here and there showed NO LOCKING DATUM FEATURE.
Please see attached picture which is from ASME Y14.5-2009, page 121. The basic 8x 45deg is from vertical line to center of |B| and center of a hole.
For calculating the TP, we need to get actual angle (nominal=45deg) and radius (nominal=27).
The angle here is from hole to hole. So it means I can use any of these holes to lock the part, here the one@12:00?
Is that the way?
Thanks!