Normally we are doing 4hrs MRT (mechanical run test) for commissioning of pumps.
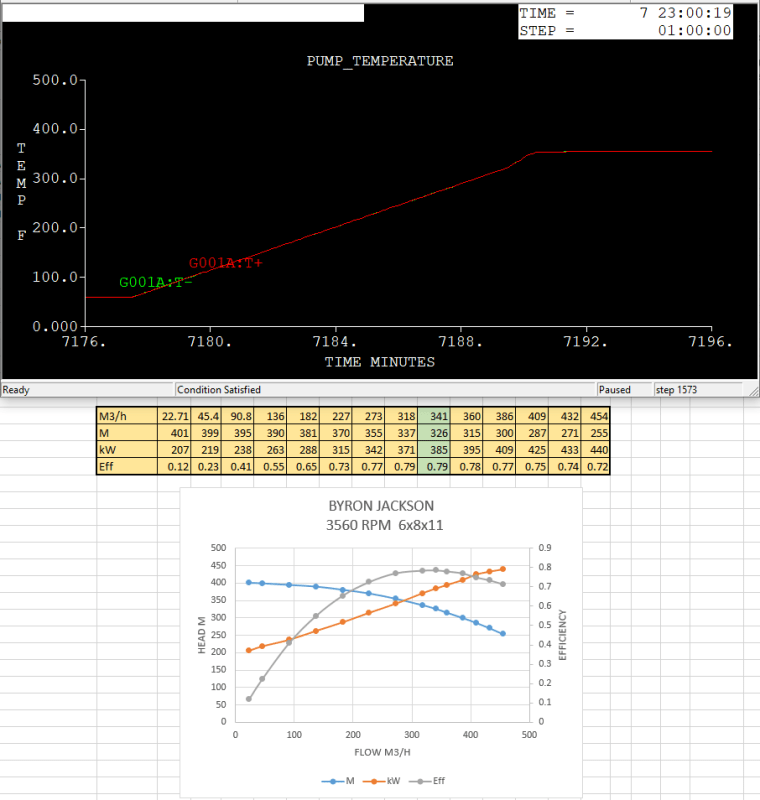
Now I have pump, 400Kw- 350m3/hr, (min. flow 100m3/hr)- 50bar discharge pressure and 260m head
any idea for how long can I run it for MRT on minimum flow line to check pump overall performance, vibration, temperature?
Now I have pump, 400Kw- 350m3/hr, (min. flow 100m3/hr)- 50bar discharge pressure and 260m head
any idea for how long can I run it for MRT on minimum flow line to check pump overall performance, vibration, temperature?
")