arunmrao
Materials
- Oct 1, 2000
- 4,758
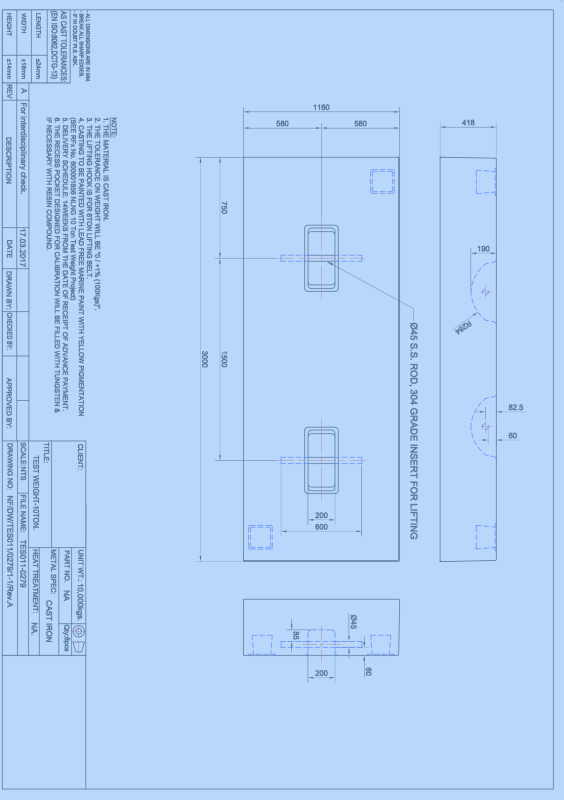
I am planning to cast a 10 ton test weight ( 3000mmlong x 1160mm wide x 418mm high). There are 2 lifting points with 45mm dia 600mm long 304 grade S.S rod. The exposed length of rod is 200 mm, under which a 6ton belt can pass.
I have been asked to indicate WLL at each of the lifting point. This is not my area of expertise and I seek your help.
I have used for my back of envelope, the following method :
Working Load Limit = Minimum Breaking Load / Safety Factor.
Safety Factor = 5
Tensile strength of 304 SS = 505 MPa =51.5 kgs/mmsq (approx)
Cross section area of round bar. = .785 x45 x45 = 1589.6 mmsq
AS the loading is in transverse direction and not the longitudinal ( along the length of the bar) , I factor the breaking load by 0.6.
Thus ultimate shear strength = 0.6 x UTS
In this case Ultimate shear strength = 0.6 x 51.5 = 30.9 kgs/mmsq.
Therefore Ultimate shear load or Breaking Load = 30.9 x .785x 45x45 = 49119 kg=. 49.119 tons
Thus WLL = 49.119/5 = 9.824 tons .
Our maximum loading at each point is 5tons for the design .
My question, is this simplistic approach acceptable or are there any fallacies in it. Please let me know, so that I can improve upon my design if necessary.
Thanks in anticipation and appreciate your time and efforts..
"Even,if you are a minority of one, truth is the truth."
Mahatma Gandhi.
I have been asked to indicate WLL at each of the lifting point. This is not my area of expertise and I seek your help.
I have used for my back of envelope, the following method :
Working Load Limit = Minimum Breaking Load / Safety Factor.
Safety Factor = 5
Tensile strength of 304 SS = 505 MPa =51.5 kgs/mmsq (approx)
Cross section area of round bar. = .785 x45 x45 = 1589.6 mmsq
AS the loading is in transverse direction and not the longitudinal ( along the length of the bar) , I factor the breaking load by 0.6.
Thus ultimate shear strength = 0.6 x UTS
In this case Ultimate shear strength = 0.6 x 51.5 = 30.9 kgs/mmsq.
Therefore Ultimate shear load or Breaking Load = 30.9 x .785x 45x45 = 49119 kg=. 49.119 tons
Thus WLL = 49.119/5 = 9.824 tons .
Our maximum loading at each point is 5tons for the design .
My question, is this simplistic approach acceptable or are there any fallacies in it. Please let me know, so that I can improve upon my design if necessary.
Thanks in anticipation and appreciate your time and efforts..
"Even,if you are a minority of one, truth is the truth."
Mahatma Gandhi.