I'm trying to identify the spline that comes on a Honda CBR600RR transmission output shaft in order to produce a custom tooth sprocket for my school's FSAE team.
I have both the transmission output shaft and a new sprocket to measure, but I don't have access to measurement pins or any sort of CMM or shadowgraph to use.
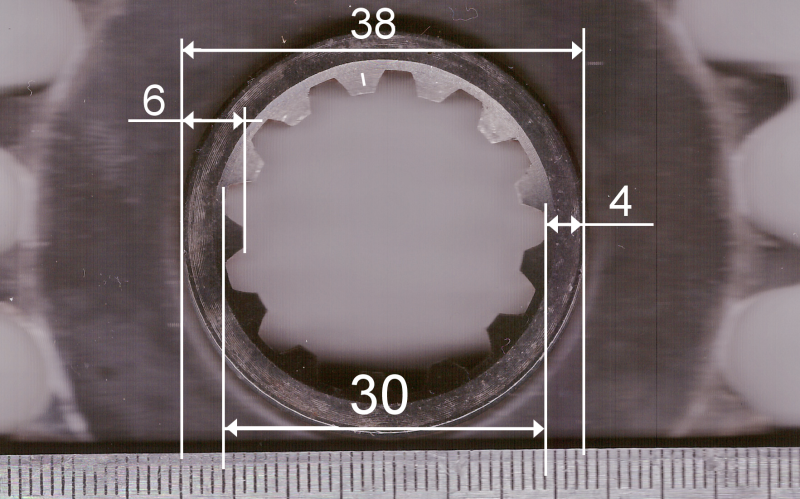
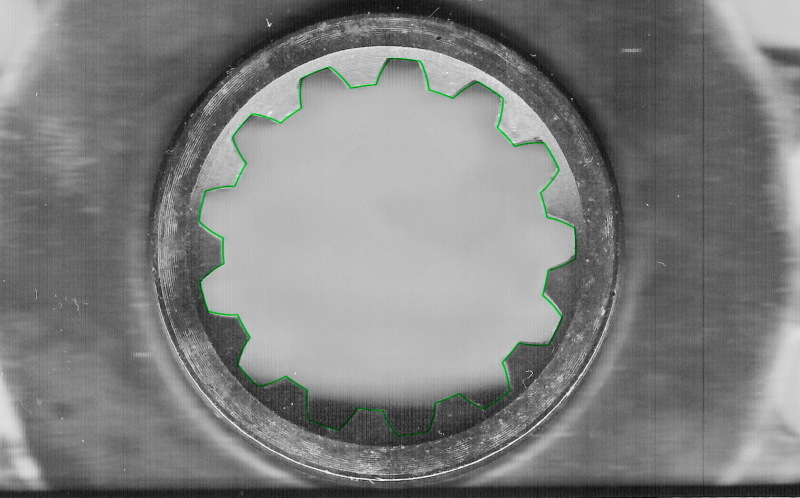
It appears to be a flat root, side fit with an involute curved tooth. There are 13 teeth. Some rough measurements with a digital caliper of the output shaft gave me a major diameter of 1.160in and a minor diameter of 0.980in. However measuring across an odd diameter spline was very awkward to get the minor dia.
I've uploaded a scan of the sprocket and based on some sketches I overlaid in Solidworks I was able to come up with some measurements that are very close to an ANSI B92.1 12/24 30deg spline. However, if I switch to the metric equivalent of a B92.2M with 2.11667m, the minor diameter lines up slightly better. But I don't think metric modules come in anything other than 1.75, 2, 2.5 etc, correct?
I can't find much information for JIS splines, however I don't think there is an appropriate module available that would match my spline.
Can anyone lend a hand? Ultimately I'd love to have a dxf or something to get the custom sprocket wire EDM'd.
I have both the transmission output shaft and a new sprocket to measure, but I don't have access to measurement pins or any sort of CMM or shadowgraph to use.
It appears to be a flat root, side fit with an involute curved tooth. There are 13 teeth. Some rough measurements with a digital caliper of the output shaft gave me a major diameter of 1.160in and a minor diameter of 0.980in. However measuring across an odd diameter spline was very awkward to get the minor dia.
I've uploaded a scan of the sprocket and based on some sketches I overlaid in Solidworks I was able to come up with some measurements that are very close to an ANSI B92.1 12/24 30deg spline. However, if I switch to the metric equivalent of a B92.2M with 2.11667m, the minor diameter lines up slightly better. But I don't think metric modules come in anything other than 1.75, 2, 2.5 etc, correct?
I can't find much information for JIS splines, however I don't think there is an appropriate module available that would match my spline.
Can anyone lend a hand? Ultimately I'd love to have a dxf or something to get the custom sprocket wire EDM'd.