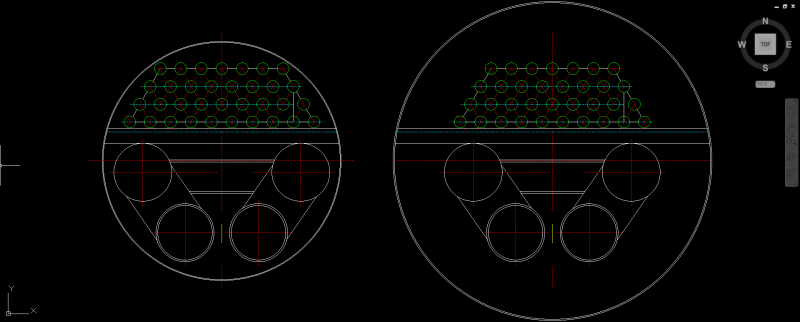
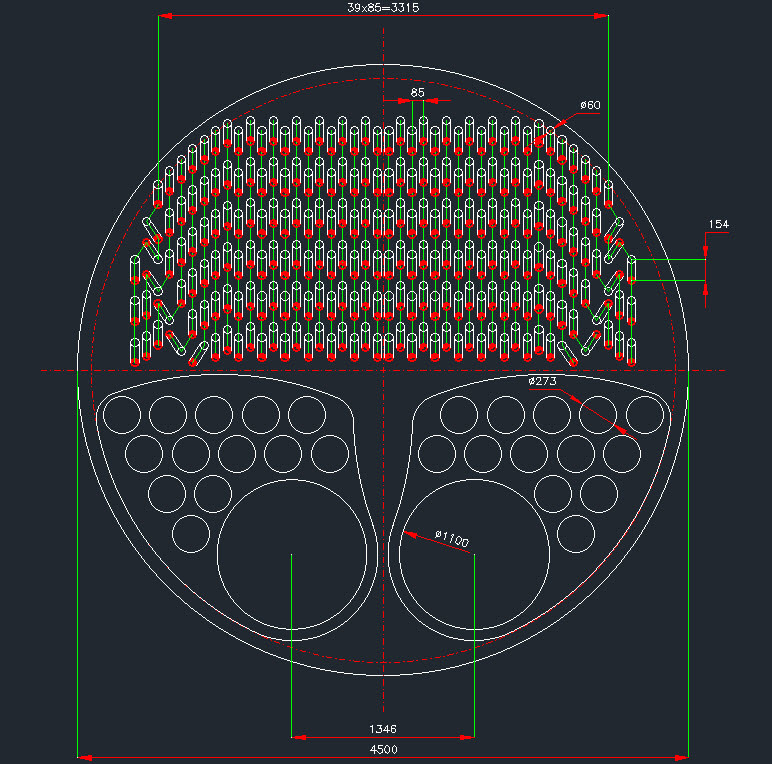
These are API 12K water bath heaters, not API560 heaters. The larger of the 2 would be the right selection; liquid height should be no more than 80% of vessel diameter. So you've got 2 U firetubes here. And the upper bank of tubes are the process fluid coils.
API 12K heaters have a thermal eff of around 60-65% max on fuel gas LHV, since there is no convection bank. There are limits on the max permissible heat transfer rate (ie Btu/hr/ft2) of external surface, and another on max permissible heat rate per unit cross section ( Btu/hr per ft2/ft) - I dont remember these values now; its a long time since I worked on API 12K heaters. But you can work these numbers out from first principles. For the second of these limits, a max external surface film temp of say 95degC at the hot end of the firetube would be preferable to minimise evaporation losses, but many suppliers tend to ignore this important limit in the interest of low capital cost. Also look for these limits in API 12K and other books such as Campbell's Gas Conditioning Handbook or the GPSA. Thermal design for these is much simpler than API 560 fired heaters. You may have to select a forced draught unit for safety reasons (as opposed to legacy induced draught units which have a higher risk of flashback) but at higher cost.
Centre to centre pitch for the firetube elbows and for each process bend may be found from piping data on standard SR elbows. And use the same gap for distance between elbows. LALL for the water should permit some say 100-150mm submergence of the highest row of process tubes.
Think what you should be working on is the fuel gas hydrocarbon dewpoint, not the dewpoint of the fuel-air mix. Use a process simulator - Hysis-Aspentech or Pro-II/Simsci.