Hi all,
it's regarding NDE of angle joint defined in ASME VIII-1.
angle joint is indicated as NA in table UW-12 regarding NDE, but i checked with engineer experienced in NDE, and find RT, and UT could be performed for angle joint in case that the diameter is large enough.
i am confused now.
what does the "NA" in table UW-12 intend to mean?
no RT/UT required for the angle joint?

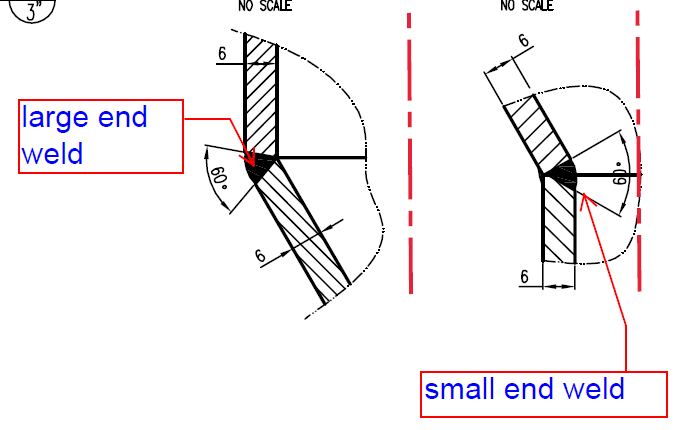
BTW, angle joint is defined as "a joint between two members located in
intersecting planes with an angle greater than 30 deg but
less than 90 deg."
thanks in advance.
it's regarding NDE of angle joint defined in ASME VIII-1.
angle joint is indicated as NA in table UW-12 regarding NDE, but i checked with engineer experienced in NDE, and find RT, and UT could be performed for angle joint in case that the diameter is large enough.
i am confused now.
what does the "NA" in table UW-12 intend to mean?
no RT/UT required for the angle joint?
BTW, angle joint is defined as "a joint between two members located in
intersecting planes with an angle greater than 30 deg but
less than 90 deg."
thanks in advance.
")