We are having a somewhat perplexing problem.
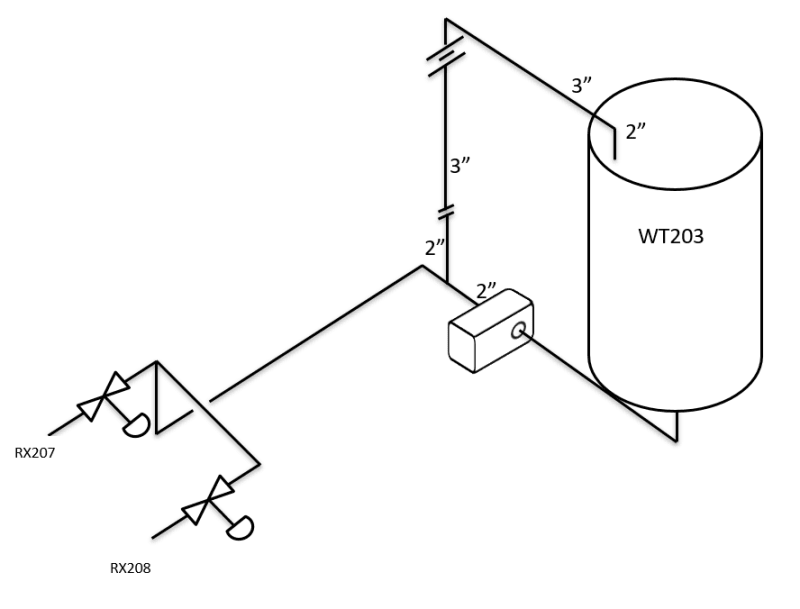
We have an emulsion polymerization system in which a monomer emulsion is created in one tank, then pumped over to atmospheric reactors at 120-200 F over a 3-4 hour period. The reactor and the emulsion tank are at equal elevations, with a lobe pump used as the means of conveyance between the two. A rupture disc is on the discharge side of the lobe pump, and recirculates back to the emulsion tank. Between the lobe pump and the reactor are a check valve and an automatic valve. The disc is set for 115 psig. The line and pump between the emulsion tank and reactor is 2", and typical flows are ~15 gpm. Viscosity of the emulsion can vary, and it is shear thinning, but usually 1-3,000 cP. These tanks are drawn until empty (drawing air), then are washed down with water to clear the emulsion tank.
We are having an intermittent issue: Sometimes when a batch is finishing and the tank is about to be washed down (or is being washed down), the rupture disc blows and recirculates material back to the tank.
To my mind, there are only two possible culprits here - the check valve and the automatic valve. Due to the repeated nature of this incident (and the timing of the failure), I suspect something wonky may be going on with the check valve. It is a swing-type check valve (a TCI TC-CKF, 2" 150#, to be specific). Is there something with swing check designs that can cause pressure spikes if the liquid flowing through it suddenly changes to air? All I can see is that the check valve may chatter a bit due to pressure fluctuations, but with only 7-8 psi static head due to liquid level in the reactor, there isn't much pressure to overcome.
Liquid Flow:
Tank -> Lobe Pump -> Check Valve -> Actuated Valve -> Reactor.
We have an emulsion polymerization system in which a monomer emulsion is created in one tank, then pumped over to atmospheric reactors at 120-200 F over a 3-4 hour period. The reactor and the emulsion tank are at equal elevations, with a lobe pump used as the means of conveyance between the two. A rupture disc is on the discharge side of the lobe pump, and recirculates back to the emulsion tank. Between the lobe pump and the reactor are a check valve and an automatic valve. The disc is set for 115 psig. The line and pump between the emulsion tank and reactor is 2", and typical flows are ~15 gpm. Viscosity of the emulsion can vary, and it is shear thinning, but usually 1-3,000 cP. These tanks are drawn until empty (drawing air), then are washed down with water to clear the emulsion tank.
We are having an intermittent issue: Sometimes when a batch is finishing and the tank is about to be washed down (or is being washed down), the rupture disc blows and recirculates material back to the tank.
To my mind, there are only two possible culprits here - the check valve and the automatic valve. Due to the repeated nature of this incident (and the timing of the failure), I suspect something wonky may be going on with the check valve. It is a swing-type check valve (a TCI TC-CKF, 2" 150#, to be specific). Is there something with swing check designs that can cause pressure spikes if the liquid flowing through it suddenly changes to air? All I can see is that the check valve may chatter a bit due to pressure fluctuations, but with only 7-8 psi static head due to liquid level in the reactor, there isn't much pressure to overcome.
Liquid Flow:
Tank -> Lobe Pump -> Check Valve -> Actuated Valve -> Reactor.