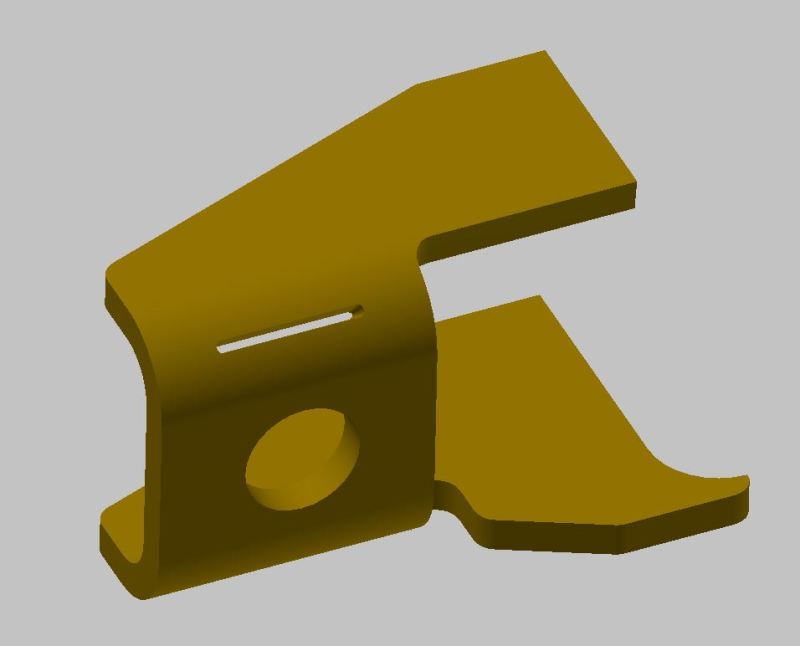
We are getting cracking on the outside radius of 3/8" thick plate bent at 90°. The bend radius is specified at 1/2" but could be as low as 3/8" if the operator doesn't check the drawing.
The width of the bend is only 1/2" in two locations with a hole feature in between. The direction of the grain varies and is not determined by our laser vendor. According to our fabrication department, the part always cracks regardless of grain.
I'm thinking it might be the narrow flange width that is the problem. Wider flanges do not exhibit this behavior.
Has anyone ever heard of a minimum bending flange width based on material thickness?
The width of the bend is only 1/2" in two locations with a hole feature in between. The direction of the grain varies and is not determined by our laser vendor. According to our fabrication department, the part always cracks regardless of grain.
I'm thinking it might be the narrow flange width that is the problem. Wider flanges do not exhibit this behavior.
Has anyone ever heard of a minimum bending flange width based on material thickness?