Gluzchuk: On the motor nameplate should be either an "Insulation", "Insulation Class", or "Rise" field. Hot hot the motor windings are expected to get is dependent on what these values are. And, as LittleInch indicated, the "Ambient" value plays into the answer as well.
A typical extruder application has a somewhat parabolic power-to-speed relationship (not quite a square-law and not quite a cubic, but somewhere in between). What this means is that the motor draws more current (to produce more power) as the speed increases. Load is also going to be proportional to the density of the medium being extruded - if your process has been modified to a different material, the power/speed relationship is different.
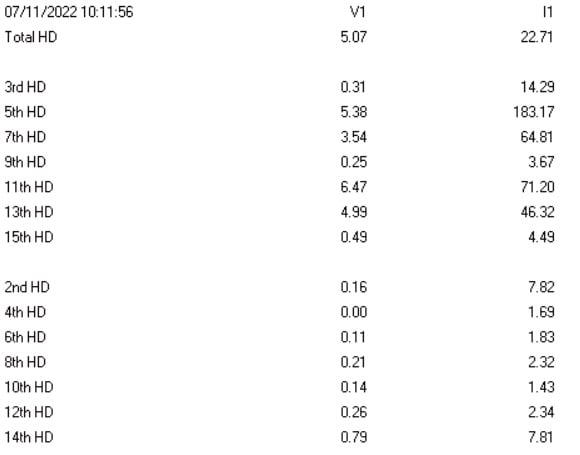
The original process equipment seems to be 2011 vintage (you indicate in your 9 Nov post that the motor has been in operation since 2011). This means it predates the IEEE 519-2014 edition - but I'm going to bet that the drive you are presently using does not. If that is the case - the TOTAL VOLTAGE HARMONIC (THD) limit is 5%, with no single harmonic (up to 151th) over 3%. Depending on the number of the current harmonic (3rd, 5th, 11th, 21st, etc.) the maximum allowable limit changes with the Isc/Iload (short-circuit current to load current) ratio; for the frequencies you're likely to be seeing, no single harmonic exceeds 12% and the TOTAL CURRENT HARMONIC (TDD) is likely to be less than 15%. From the data you provided, you're well outside this condition.
Having high harmonics can definitely lead to thermal stress in the windings. So can operating above the design power level for the speed (in part because the machine can have a difficult time properly cooling itself at slower shaft speeds). That is why a lot of variable speed motors use separately-powered fans for cooling, instead of shaft mounted fans (like a "standard" TEFC or TEAO construction.
You also mentioned seeing a temperature of 100 C - was this a TOTAL temperature, a RISE temperature, or something else? How was it measured, and on what part of the machine? PTC sensors are "on/off" devices - they can only tell you when you've passed a preset limit going in one direction or the other, not where you are below (or above) that limit).
Converting energy to motion for more than half a century