bhengnr
Structural
- Mar 28, 2022
- 4
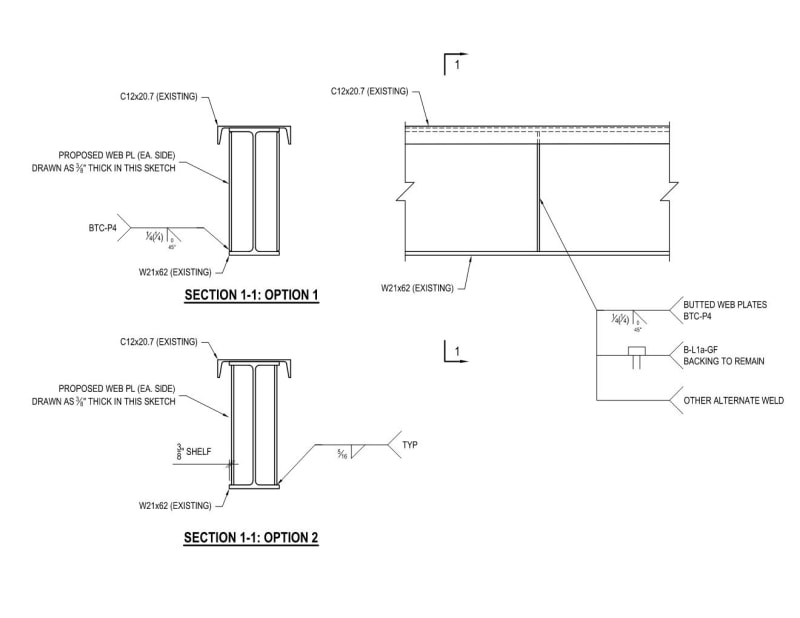
I have a question regarding a built up section. I am attempting to increase the capacity of a crane from 3 tons to 5 tons. The crane runway beams need to be reinforced. LTB controls, so I am adding web plates on both sides to create a box section.
Existing runway beam:
W21x62 w/ C12x20.7 cap channel
52' Span
Reinforcement:
1/4" web plates each side of web full length
If web plates are only 10' in length(required from fabricator), do I need to provide a CJP weld at the butt joints of the web plates? Is it possible to not have a CJP weld at the butt joints? Would a PJP suffice?
My initial thought is that a CJP would be required at the butt joints to provide the same section properties throughout the beam. Does anyone have an explanation that would justify CJP welds are not required?
Existing runway beam:
W21x62 w/ C12x20.7 cap channel
52' Span
Reinforcement:
1/4" web plates each side of web full length
If web plates are only 10' in length(required from fabricator), do I need to provide a CJP weld at the butt joints of the web plates? Is it possible to not have a CJP weld at the butt joints? Would a PJP suffice?
My initial thought is that a CJP would be required at the butt joints to provide the same section properties throughout the beam. Does anyone have an explanation that would justify CJP welds are not required?