Hello!
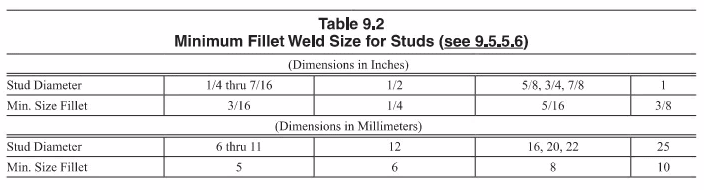
I was hoping someone may know the answer to this. I have seen the weld in the first screenshot below a few times now, but without the size of the fillet called up I'm not quite sure how it is prepared. I know for other types of welds size omission means CJP, but I don't believe that applies to fillet welds. Is the fillet weld "Stud weld" equivalent to the stud weld symbol in the second screenshot? For the life of me I can't find anywhere else that has a fillet weld called up for studs without the fillet size.
(Assume that the welds are prepared as per W59 etc etc).
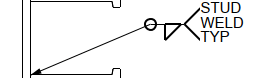
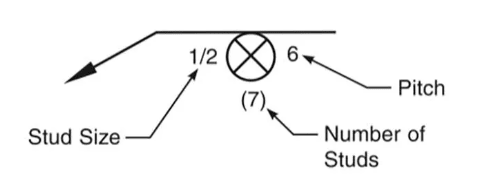
I was hoping someone may know the answer to this. I have seen the weld in the first screenshot below a few times now, but without the size of the fillet called up I'm not quite sure how it is prepared. I know for other types of welds size omission means CJP, but I don't believe that applies to fillet welds. Is the fillet weld "Stud weld" equivalent to the stud weld symbol in the second screenshot? For the life of me I can't find anywhere else that has a fillet weld called up for studs without the fillet size.
(Assume that the welds are prepared as per W59 etc etc).