MikeTonolo
Mechanical
- Nov 12, 2015
- 3
Hi,
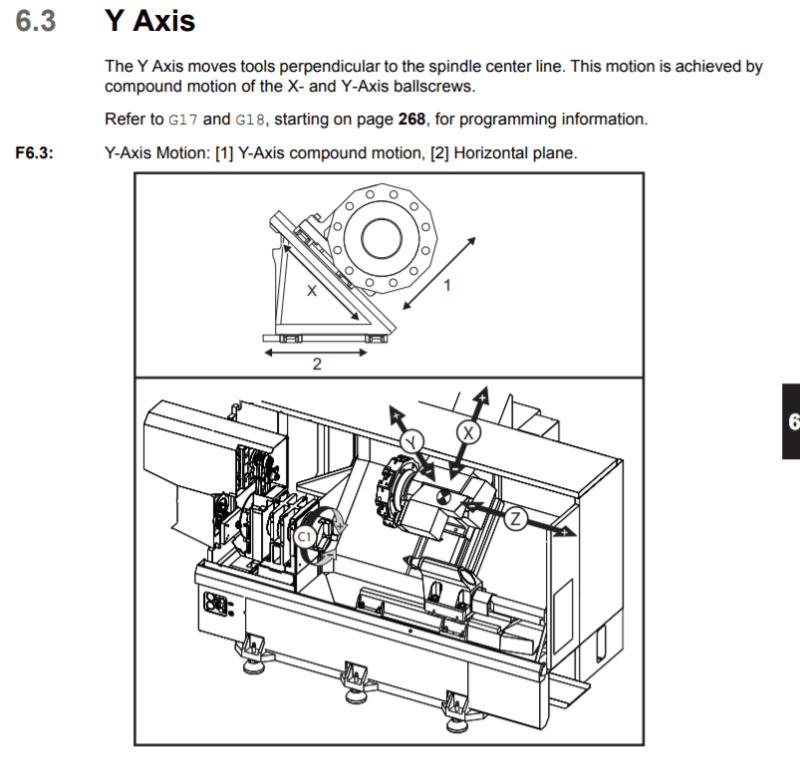
I've tried every tutorial in NX, on youtube and searched this forum, but can't seem to solve the problem (I might not be the sharpest tool in the shed). I have a Haas lathe with live-tooling, Y axis and the spindle C axis. I don't have a custom postprocessor, but tried using several generic ones offered by NX. The problem is that I want to do index milling, 3+1 axis, and everything works fine until I try to output the code, when instead of using the MCS coordinates, it uses the end mill coordinate system.
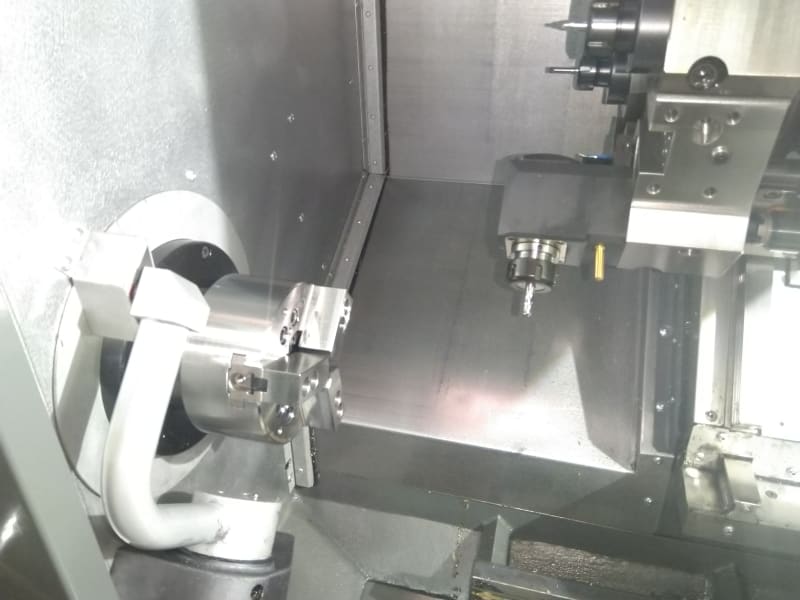
As you can see in the pics, the tool is mounted in an adapter in the toolholder and the tools lengthwise axis is actually the machine's X axis. My question is do I have to simply change settings for the tool axis in the operation menu (tried a few things and it didn't work) or do I need changes done to the postprocessor?
Thanks in advance for any advice. Please feel free to point me to any online tutorial or video that might be helpful.

I've tried every tutorial in NX, on youtube and searched this forum, but can't seem to solve the problem (I might not be the sharpest tool in the shed). I have a Haas lathe with live-tooling, Y axis and the spindle C axis. I don't have a custom postprocessor, but tried using several generic ones offered by NX. The problem is that I want to do index milling, 3+1 axis, and everything works fine until I try to output the code, when instead of using the MCS coordinates, it uses the end mill coordinate system.
As you can see in the pics, the tool is mounted in an adapter in the toolholder and the tools lengthwise axis is actually the machine's X axis. My question is do I have to simply change settings for the tool axis in the operation menu (tried a few things and it didn't work) or do I need changes done to the postprocessor?
Thanks in advance for any advice. Please feel free to point me to any online tutorial or video that might be helpful.