DesertEagle01
Mechanical
- Mar 14, 2015
- 22
Hello,
I am in search for a manufacturer for On/Off valves for syngas service for a Syngas purging line.
Design conditions:
Pressure: 190bar (to atmosphere)
Temperature: -33°C/50°C
Size: DN50 or DN80
Housing material: Carbon steel
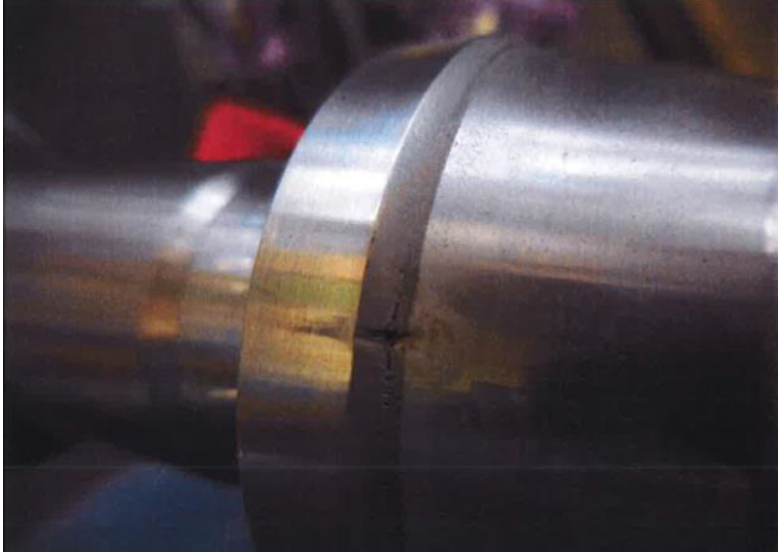
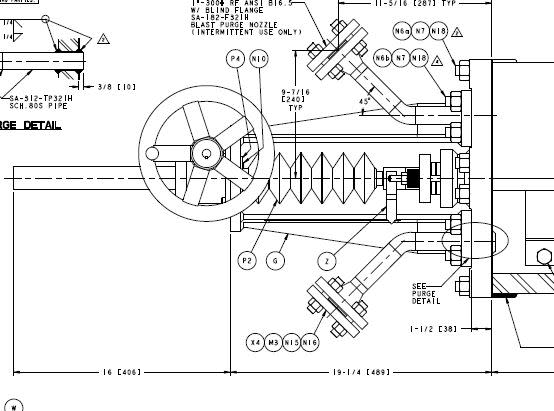
We have traces of catalyst in the purge gas which is a very hard material that can cause seat damages. We thought of a ball valve with a "Peak" ring to reach a longer service live. The valve shall be fully tight for a few years. Right now a globe valve is installed. It starts leaking after only opening and closing once.
Any help would be highly appreciated.
I am in search for a manufacturer for On/Off valves for syngas service for a Syngas purging line.
Design conditions:
Pressure: 190bar (to atmosphere)
Temperature: -33°C/50°C
Size: DN50 or DN80
Housing material: Carbon steel
We have traces of catalyst in the purge gas which is a very hard material that can cause seat damages. We thought of a ball valve with a "Peak" ring to reach a longer service live. The valve shall be fully tight for a few years. Right now a globe valve is installed. It starts leaking after only opening and closing once.
Any help would be highly appreciated.