Hi
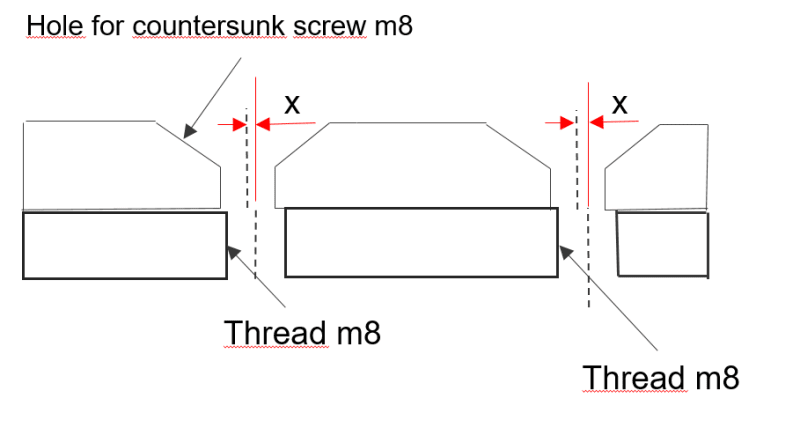
I have two parts one with countersunk m8 holes and one with threaded m8 holes. Since it is countersunk holes i can not move the screw to fit the center of the threaded hole. My thinking is to put position tolerance on the threaded hole and the countersunk hole to limit how much off center the holes can be. My question here is how much off center can allow the holes to go? See the distance x in the picture.
Kindly
Paul
I have two parts one with countersunk m8 holes and one with threaded m8 holes. Since it is countersunk holes i can not move the screw to fit the center of the threaded hole. My thinking is to put position tolerance on the threaded hole and the countersunk hole to limit how much off center the holes can be. My question here is how much off center can allow the holes to go? See the distance x in the picture.
Kindly
Paul