Danlap
Mechanical
- Sep 17, 2013
- 309
Dear valve/standard professional,
Appreciate shall someone can advise over QSL (API 6D) and welding inspection requirement for pipeline valves.
Long story short, circa half year ago my team inquire pipeline metal seated fully welded ball valve 24" with pup piece subject to be buried for 30 years. QSL 1 (due to its relatively low pressure 10 bar operating,design class 300Psig and carbon steel material). Standard applied without collaborating further are API 6D, ISO 14313, NEN and some internal pipeline standards.
Challenge now is valve about to be FAT'd, however the not so informed inspector (he is literally involved and informed only for the past 2 weeks) quite stringent over the statement within internal standard that all welded part subject for X-ray. Thus, pup piece to body connction as well as other welded areas must be X-ray'd. And the "why don't do X-ray then to ensure the welding result?" popped out. He treat valve integrated part same as pipe to pipe welding connection
Understanding that specifying unnecessarily stringent NDE procedures and acceptance standards will impose increased costs and add time to the manufacturing process whilst adding no value to the product.
My question are:
- what define QSL 1, 2, 3 and 4?
- If QSL 3 and 4 is stringent for X-ray or UT inspection, why does for similar valve design (fully welded) with similar welding location however subject for QSL 1 is not required or that stringent to be NDE? in regards with adding no value, (with all due respect to welders) does welding A105 against one another by ASME certified welder is very unlikely to have flaw?
- What is the practicable NDE process to ensure ALARP welding result (that could last 30 years)?
Note:
a. My mitigation is this valve already PED (tested at 1,43 x MAWP for 2,5 hours) and visually inspected. LP was performed as per ISO 14313. Hence we treat this PED valve (w/ pup piece) as one integral component. Is this NDE sufficient?
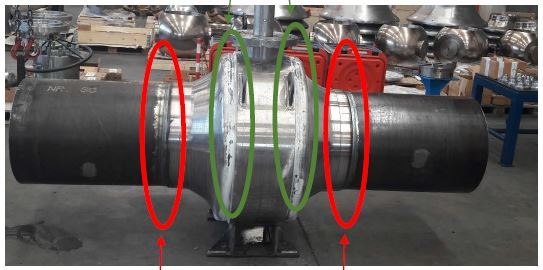
b. Valve condition present? Gouging the weld (as per manufacturer request to inspect the red circle) is highly not preferred
Thank you in advance for the feedback.
Regards,
MR
All valves will last for years, except the ones that were poorly manufactured; are still wrongly operated and or were wrongly selected
Appreciate shall someone can advise over QSL (API 6D) and welding inspection requirement for pipeline valves.
Long story short, circa half year ago my team inquire pipeline metal seated fully welded ball valve 24" with pup piece subject to be buried for 30 years. QSL 1 (due to its relatively low pressure 10 bar operating,design class 300Psig and carbon steel material). Standard applied without collaborating further are API 6D, ISO 14313, NEN and some internal pipeline standards.
Challenge now is valve about to be FAT'd, however the not so informed inspector (he is literally involved and informed only for the past 2 weeks) quite stringent over the statement within internal standard that all welded part subject for X-ray. Thus, pup piece to body connction as well as other welded areas must be X-ray'd. And the "why don't do X-ray then to ensure the welding result?" popped out. He treat valve integrated part same as pipe to pipe welding connection
Understanding that specifying unnecessarily stringent NDE procedures and acceptance standards will impose increased costs and add time to the manufacturing process whilst adding no value to the product.
My question are:
- what define QSL 1, 2, 3 and 4?
- If QSL 3 and 4 is stringent for X-ray or UT inspection, why does for similar valve design (fully welded) with similar welding location however subject for QSL 1 is not required or that stringent to be NDE? in regards with adding no value, (with all due respect to welders) does welding A105 against one another by ASME certified welder is very unlikely to have flaw?
- What is the practicable NDE process to ensure ALARP welding result (that could last 30 years)?
Note:
a. My mitigation is this valve already PED (tested at 1,43 x MAWP for 2,5 hours) and visually inspected. LP was performed as per ISO 14313. Hence we treat this PED valve (w/ pup piece) as one integral component. Is this NDE sufficient?
b. Valve condition present? Gouging the weld (as per manufacturer request to inspect the red circle) is highly not preferred
Thank you in advance for the feedback.
Regards,
MR
All valves will last for years, except the ones that were poorly manufactured; are still wrongly operated and or were wrongly selected