-
1
- #1
Greetings
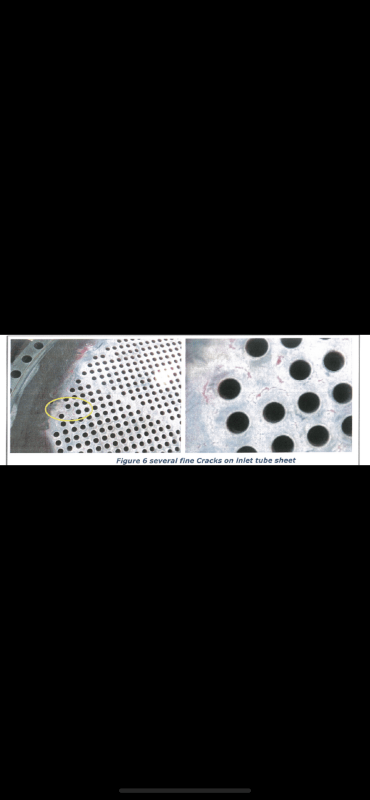
We have a SS 304 tubesheet found during Turaround suffering from huge number of stress corrosion cracking SCC (craze cracks); due to chloride or sulfur..
we tried to grind some for up to 2mm deep, however crack is still there. Tubesheet thickness is 160mm. Our concern, if we continue grindings, it may damage the TTS welds as well and end up with huge problem.
We try to do PAUT to know the crack depth, however, we need your technical opening in this case whether to leave it with risk and apply some barrier coating to minimize growth rate and exposure to service condition?
Can we do any kind of FFS? Long term plan to replace it however we need it to run fir 4 years
We have a SS 304 tubesheet found during Turaround suffering from huge number of stress corrosion cracking SCC (craze cracks); due to chloride or sulfur..
we tried to grind some for up to 2mm deep, however crack is still there. Tubesheet thickness is 160mm. Our concern, if we continue grindings, it may damage the TTS welds as well and end up with huge problem.
We try to do PAUT to know the crack depth, however, we need your technical opening in this case whether to leave it with risk and apply some barrier coating to minimize growth rate and exposure to service condition?
Can we do any kind of FFS? Long term plan to replace it however we need it to run fir 4 years