subsearobot
Mechanical
Hi All!
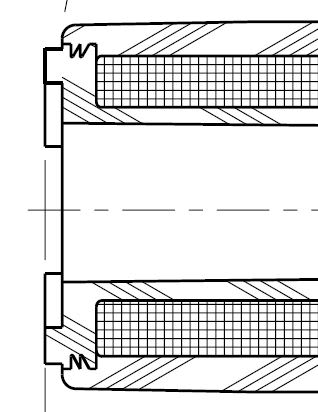
We are considering overmolding a lower melt temperature polymer over a high temp polymer substrate. they will be in cylindrical form- imagine we are molding a cap on the end of a tube. This investigation is a result of a long series of factors that I can't elaborate too much on, but suffice it to say that we are also looking at single material solutions...
Because of the dissimilar melt temperatures, the two materials do not bond during the 2nd shot. We are considering features (little barbs or something) on the substrate that would mechanically restrain the two parts.
Ok. so, assuming there is any feasibility there, we need the interface between the 2 materials to be "leak tight" (lets just say 4psi delta pressure). oh, if that's not enough, we need to cycle this part 50 to 100 times to 121degrees C (250F), and when back at ambient, no leaks.
I'm taking both: Ideas and votes. anyone think this can work? any ideas for success of this investigation would be greatly appreciated!!
thanks!
We are considering overmolding a lower melt temperature polymer over a high temp polymer substrate. they will be in cylindrical form- imagine we are molding a cap on the end of a tube. This investigation is a result of a long series of factors that I can't elaborate too much on, but suffice it to say that we are also looking at single material solutions...
Because of the dissimilar melt temperatures, the two materials do not bond during the 2nd shot. We are considering features (little barbs or something) on the substrate that would mechanically restrain the two parts.
Ok. so, assuming there is any feasibility there, we need the interface between the 2 materials to be "leak tight" (lets just say 4psi delta pressure). oh, if that's not enough, we need to cycle this part 50 to 100 times to 121degrees C (250F), and when back at ambient, no leaks.
I'm taking both: Ideas and votes. anyone think this can work? any ideas for success of this investigation would be greatly appreciated!!
thanks!