Dear Valve experts,
Appreciated beforehand for some insight.
I have some plants which are using Nozzle type / non-slam check valve after its pumps. Where it used to be standard swing or just spool piece.
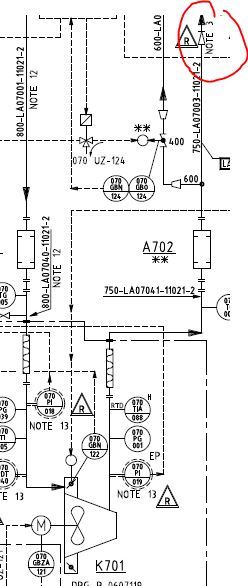
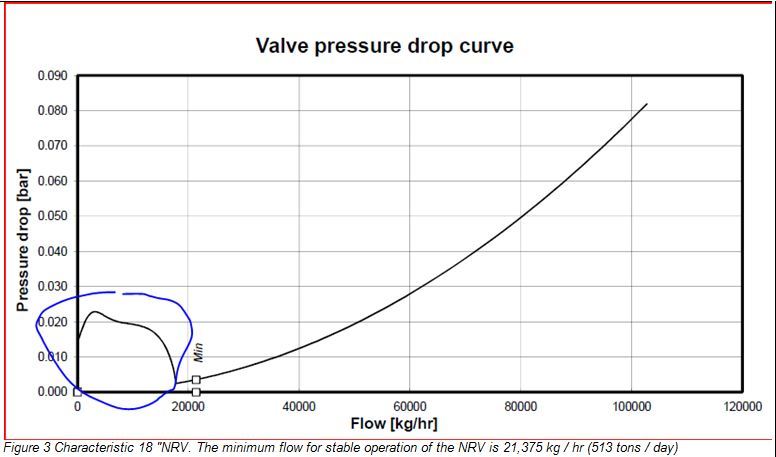
These are high flow and low pressure application. For example one case: 8”-150# NRV for operating condition of 513 to 1135 ton/day at 0.04 bar.
Observation: during start up (of a plant) or shut down (of a pump), it was reported that the NRV(s) were banging frequently with loud noise.
Banging was not reported when it is in normal operation. However some inexperienced Plant (which on start up process) are new with this and decide to replace back the spool piece after hearing banging for 30 minutes – 1 hour. Where it’s not even had reach normal operation yet
I do believe that the decision above is just human instinct (frightened of loud noises, imagining metal Disc banging against metal Seat, etc.) not yet considering that all sequence requires (flow/pressure) built up process.
Nonetheless, may someone give me a reasonable / technical answer of:
a. Does repeated banging for Non Slam NRV for some period of time (during start up/shut down) is common?
b. Is there any calculation of when this occurrences might be expected (@what flow/pressure)?
c. What is loud and what is frequent until it reach its fatigue level?
PS: After nearly 1 hour banging several times, I found no damage whatsoever on the Sealing area (Disc and Seat)
Thank you beforehand,
Regards,
MR
Greenfield and Brownfield have one thing in common; Valve(s) is deemed to "run to fail" earlier shall compared to other equipments
Appreciated beforehand for some insight.
I have some plants which are using Nozzle type / non-slam check valve after its pumps. Where it used to be standard swing or just spool piece.
These are high flow and low pressure application. For example one case: 8”-150# NRV for operating condition of 513 to 1135 ton/day at 0.04 bar.
Observation: during start up (of a plant) or shut down (of a pump), it was reported that the NRV(s) were banging frequently with loud noise.
Banging was not reported when it is in normal operation. However some inexperienced Plant (which on start up process) are new with this and decide to replace back the spool piece after hearing banging for 30 minutes – 1 hour. Where it’s not even had reach normal operation yet
I do believe that the decision above is just human instinct (frightened of loud noises, imagining metal Disc banging against metal Seat, etc.) not yet considering that all sequence requires (flow/pressure) built up process.
Nonetheless, may someone give me a reasonable / technical answer of:
a. Does repeated banging for Non Slam NRV for some period of time (during start up/shut down) is common?
b. Is there any calculation of when this occurrences might be expected (@what flow/pressure)?
c. What is loud and what is frequent until it reach its fatigue level?
PS: After nearly 1 hour banging several times, I found no damage whatsoever on the Sealing area (Disc and Seat)
Thank you beforehand,
Regards,
MR
Greenfield and Brownfield have one thing in common; Valve(s) is deemed to "run to fail" earlier shall compared to other equipments
![[bigsmile]](/data/assets/smilies/bigsmile.gif "[bigsmile] [bigsmile]") ), if I may paraphrase my question:
), if I may paraphrase my question: