Dear all
I wonder if I have fully understood the taper design as per ASME BPVC VIII.
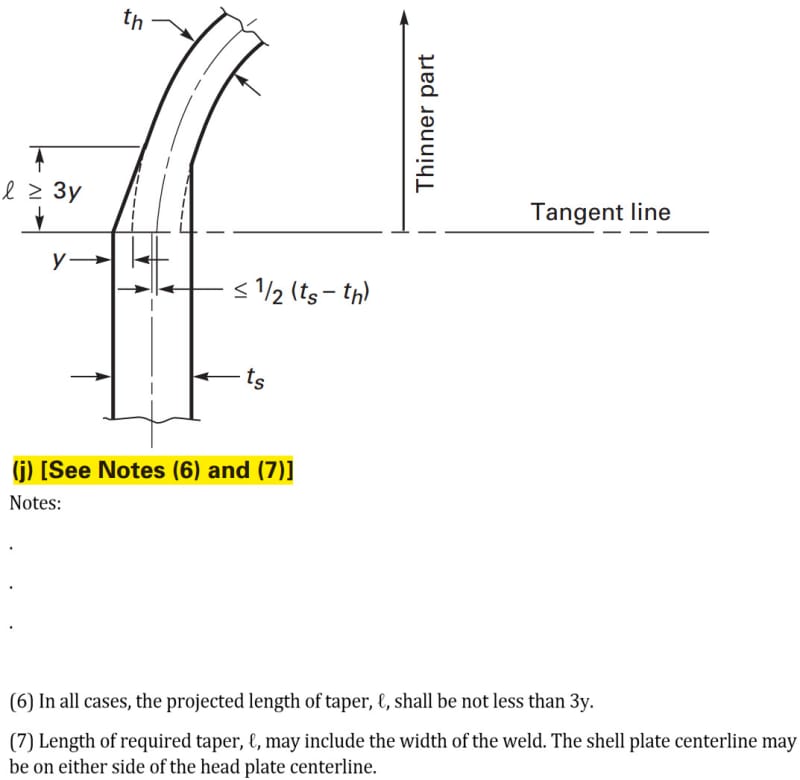
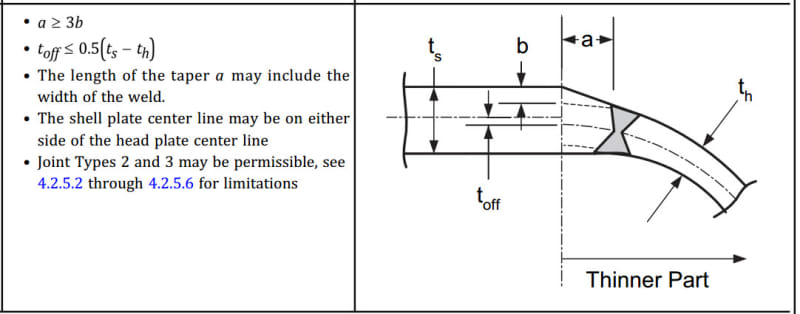
in VIII-1 it says the length of the taper shall not be less than 3 times the thickness offset.
then it says the length of the taper may include the width of the weld.
I wonder if the weld taper detail in the following figure meets the requirements of the code (all dimensions in mm):
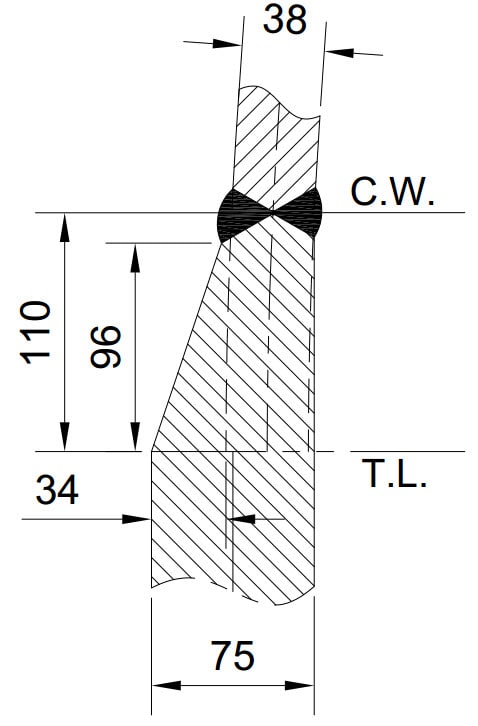
On the one hand 96 is less than 3*34. on the other hand 110 is more than 3*34. the note (7) says length of taper may include the width of the weld.
Division 2 part 4 also gives the same detail as per table 4.2.5
So is the detail correct or not?
I wonder if I have fully understood the taper design as per ASME BPVC VIII.
in VIII-1 it says the length of the taper shall not be less than 3 times the thickness offset.
then it says the length of the taper may include the width of the weld.
I wonder if the weld taper detail in the following figure meets the requirements of the code (all dimensions in mm):
On the one hand 96 is less than 3*34. on the other hand 110 is more than 3*34. the note (7) says length of taper may include the width of the weld.
Division 2 part 4 also gives the same detail as per table 4.2.5
So is the detail correct or not?