ll23
Industrial
- Jan 20, 2016
- 59
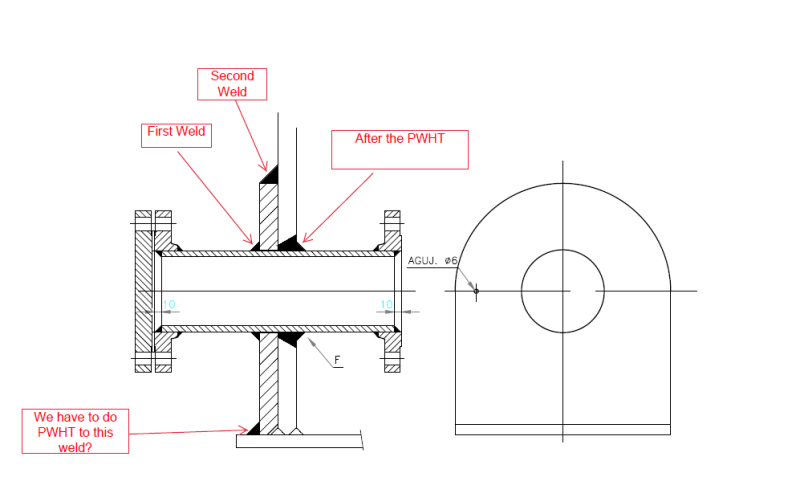
Greetings, we have certain doubts about the stress relief in the welds of nozzle in the shell of an AST, in API 650 2013 in 5.7.4, states in 5.7.4.2 and 5.7.4.3 that the connection "shall be prefabricated into the shell plate or thickened insert plate, and the prefabricated assembly shall be thermally stress-relieved within a temperature range of 600 °C to 650 °C (1100 °F to 1200 °F) for 1 hour per 25 mm (1 in.) of thickness prior to installation."
My doubts are first the PWHT apply to the internal weld of the nozzle and external reinforcement and internal welds, or second we have to do the internal weld first, next the PWHT, and then complete all the external welds without the PHWT.
There is a great risk about having deformations in the shell during de PWHT, that's why we may have to do a bigger hole in the shell for the neck of the nozzle.
Or we just make the Nozzle with the Reinforcment or the thickened insert, PWHT, and then put it in the shell, and then make the internal weld, without the PWHT.
My doubts are first the PWHT apply to the internal weld of the nozzle and external reinforcement and internal welds, or second we have to do the internal weld first, next the PWHT, and then complete all the external welds without the PHWT.
There is a great risk about having deformations in the shell during de PWHT, that's why we may have to do a bigger hole in the shell for the neck of the nozzle.
Or we just make the Nozzle with the Reinforcment or the thickened insert, PWHT, and then put it in the shell, and then make the internal weld, without the PWHT.