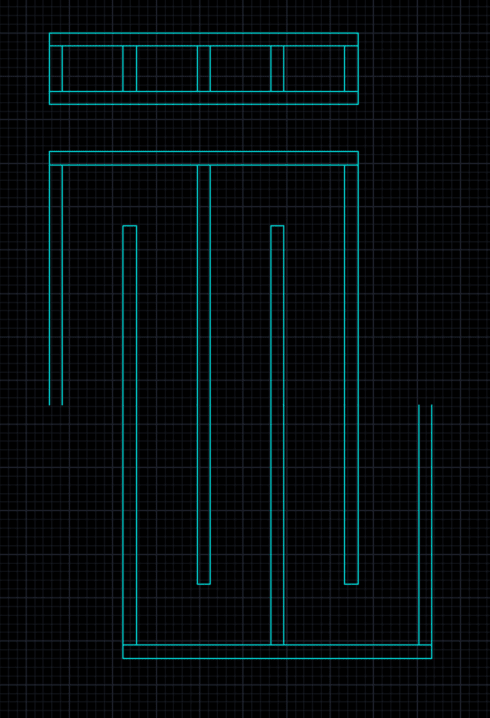
Question for the weldment gurus out there. I have a large welded structure through which flows cooling water in channels formed by baffles. The baffles are formed by welding strips of steel plate to large surface plates exposed to extremely high temperature (if not cooled, the steel plate would likely melt - and it has when cooling has failed).
When failures occur in the structure, it's typically the result of cracking at the base of the welds. I'm new to the project to investigate alternatives, so I haven't been able to observe a failed specimen yet but I have a couple questions until such an opportunity arises. Can anyone point me in the direction of a good resource for thermal strain characteristics of weld fillers? I want to make sure the fabricator is matching not only strength but also ensuring strain compatibility as the temperature changes. Since the temperature is changing, I know I have thermally induced cyclic stresses. Fatigue is a possibility - cycles are slow (1 every 30 minutes at the fastest), and we usually have to repair/replace this every 3 to 4 months. At that rate operating 24hrs/day it would only see 4380 cycles in a quarter of a year. For a fillet welded T-joint I'd be looking at an Fsr of about 26ksi.
Any thoughts/references would be appreciated. Thanks.
When failures occur in the structure, it's typically the result of cracking at the base of the welds. I'm new to the project to investigate alternatives, so I haven't been able to observe a failed specimen yet but I have a couple questions until such an opportunity arises. Can anyone point me in the direction of a good resource for thermal strain characteristics of weld fillers? I want to make sure the fabricator is matching not only strength but also ensuring strain compatibility as the temperature changes. Since the temperature is changing, I know I have thermally induced cyclic stresses. Fatigue is a possibility - cycles are slow (1 every 30 minutes at the fastest), and we usually have to repair/replace this every 3 to 4 months. At that rate operating 24hrs/day it would only see 4380 cycles in a quarter of a year. For a fillet welded T-joint I'd be looking at an Fsr of about 26ksi.
Any thoughts/references would be appreciated. Thanks.