PRAVEEN1709
Mechanical
Hi Gents,
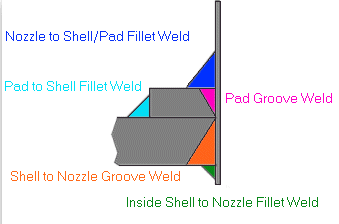
I have a 18" nozzle to be welded in a pressure vessel. Nozzle contains Reinforcement pad. While assigning a welder whether i need to consider both shell thickness and R.F pad thickness together as a same joint or i need to consider it as a separate joint. Is there any code reference available?
Note: For nozzle groove design is inside bevel which means welding will be done from inside of the vessel, after completing welding from inside R.F pad will be welded from outside.
I have a 18" nozzle to be welded in a pressure vessel. Nozzle contains Reinforcement pad. While assigning a welder whether i need to consider both shell thickness and R.F pad thickness together as a same joint or i need to consider it as a separate joint. Is there any code reference available?
Note: For nozzle groove design is inside bevel which means welding will be done from inside of the vessel, after completing welding from inside R.F pad will be welded from outside.