External Diaphragm - The diaphragm should be connected to the top and bottom flange of the girder; current detail is not great and prone to fatigue. This crack could be a case of distortion induced fatigue (see section 2.4 of the reference posted by bridgebuster). As noted by bridgebuster, wrapping the welds around the corner probably isn't ideal either, but with a full depth stiffener style connection that wouldn't be an issue. Photo 3 shows what might have been a poor quality weld to begin with.
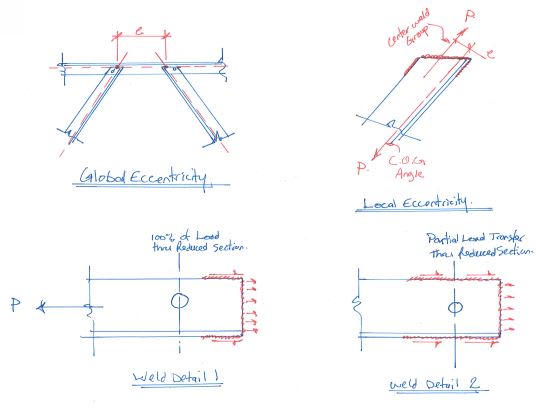
Internal Bracing - The weld between the diagonal bracing and the horizontal brace appears to be all closer to the end of the diagonal than the bolt. In terms of load transfer, 100% of the load is going through the reduced cross section of the angle. The net effective area here is going to be relatively small. None of the pictures show the weld of the heel of the angle (the third welded side), but based on where and how the angle fractured it doesn't look like it is a very long weld. That connection looks like there is significant eccentricity. I typically see this connection done with a large gusset plate which gives you lots of room to weld the angles and align the work points to eliminate eccentricity.
Stiffener to Top Flange Weld - bridgebuster, I respectfully disagree with your assessment that those stiffeners should be welded full width. That is a less favorable weld detail in terms of fatigue performance. There is typically a hold back of about 1/4", but that looks to be more like 1/2". So there should be more weld length, but not full width. The stiffener could have been wider as well to get more weld.
I suggest getting this bridge design reviewed. Based on what I'm seeing with some of the details (connection eccentricity, partial depth diaphragms, etc...) I suspect there might be some design issues that can't be resolved with maintenance. The bridge could use a coat of primer on the inside too. As noted in the report, some of the damage has progressed recently so this should be treated rather urgently. The description of the pictures indicate a continuous structure, so you might have tension in the top flanges of the girders where there are cracks in the stiffener welds....not great and will need to be repaired carefully.