Hello Experts:
Need your advise in designing an electrical system
I'm designing a screw Auger system for conveying solid material from ground to inside of a tank. Based on the solid loading and the solid flowrate the calculated rated power is about 1-2 hP. I want to use a 4-5 hP motor with VFD to drive the Auger; I'm using 4-5 hP motor based on two reasons 1) The calculated power is approximate and I want to be conservative 2) Future expansion
My questions are:
1)) Is there any issue with using a 4-5 hP motor with a VFD even though the calculated Auger power is much lower
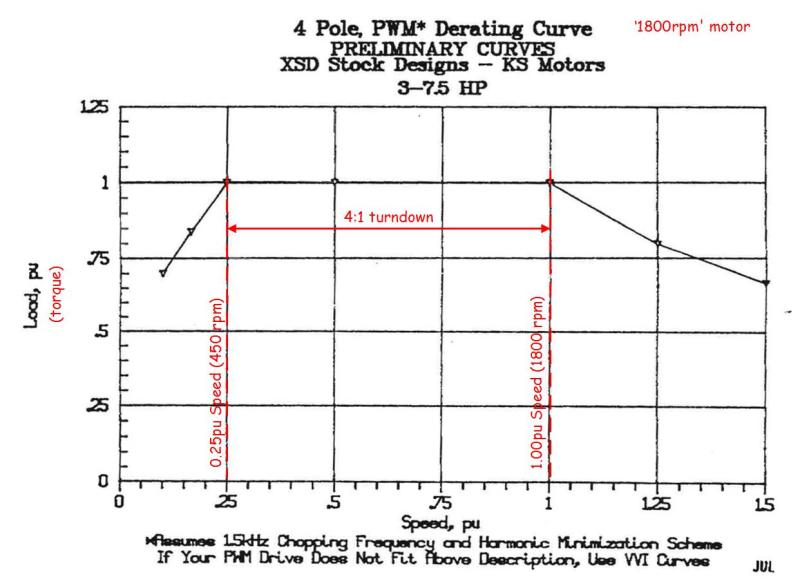
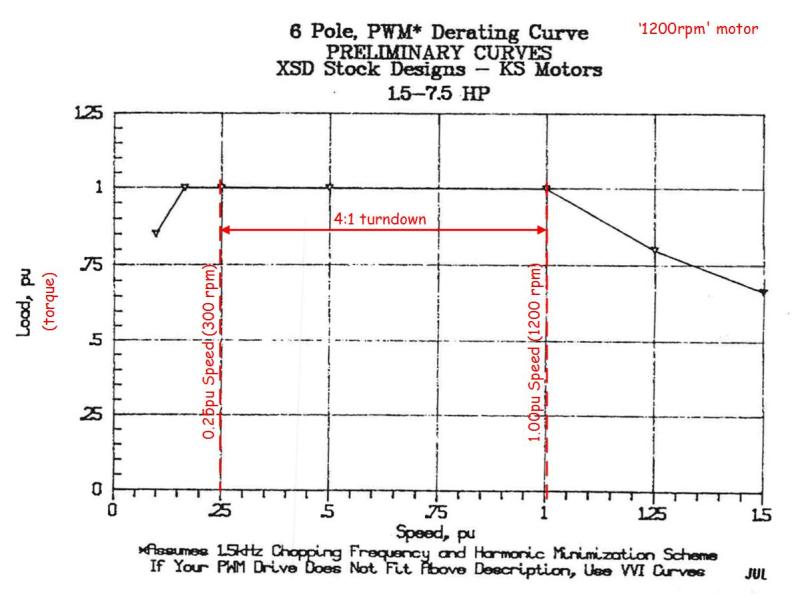
2) My calculated Auger speed is 5 rpm; can I turn down the motor to 5 rpm using the VFD
3) Shall I use Induction or synchronuous motor?
4) Shall I use the motor with 3600 rpm or with 1750 rpm
5) Any issue or suggestion with the overall design
Thanks in advance for your help
Araza
Asif Raza
Need your advise in designing an electrical system
I'm designing a screw Auger system for conveying solid material from ground to inside of a tank. Based on the solid loading and the solid flowrate the calculated rated power is about 1-2 hP. I want to use a 4-5 hP motor with VFD to drive the Auger; I'm using 4-5 hP motor based on two reasons 1) The calculated power is approximate and I want to be conservative 2) Future expansion
My questions are:
1)) Is there any issue with using a 4-5 hP motor with a VFD even though the calculated Auger power is much lower
2) My calculated Auger speed is 5 rpm; can I turn down the motor to 5 rpm using the VFD
3) Shall I use Induction or synchronuous motor?
4) Shall I use the motor with 3600 rpm or with 1750 rpm
5) Any issue or suggestion with the overall design
Thanks in advance for your help
Araza
Asif Raza