Joe591
Mechanical
- Aug 21, 2020
- 49
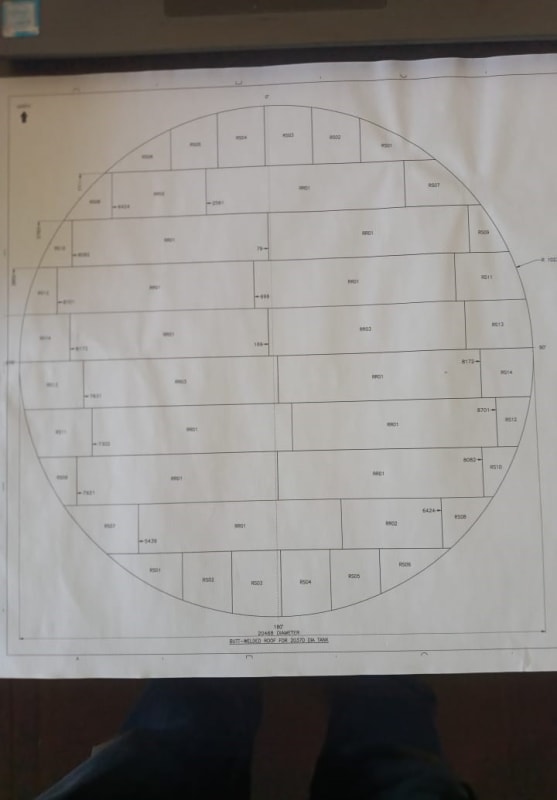
Busy building a tank and having serious warping issues with the tank bottom. What is the correct welding sequence for a tank bottom as displayed in the picture. You can almost say it's too late for this one as we are trying to see how we can push the part that warped upwards down with a crane or maybe we are going to put a generator on top of it to force it down, but it will be useful to know how we should have done it. The part in the picture fits in the centre of the annular plate. It's made of 10mm steel plate. The diameter is just over 20 meters