We ion (plasma) nitride austenitic stainless steel components for wear resistance, have been doing this for many years. These parts are short cylinders that we put in a plate with pockets during heat treat so only the top is exposed to the ion source. We do not do any welding to these production parts.
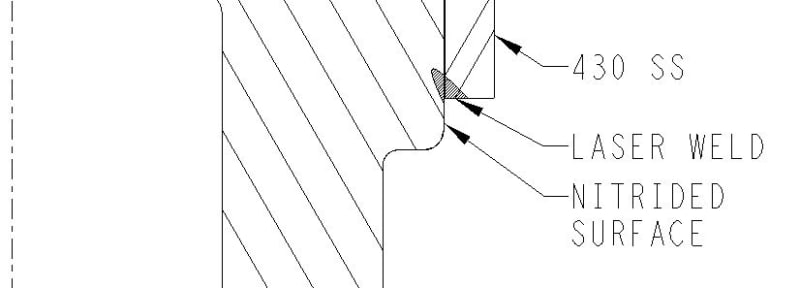
I've got a new design that is a much taller cylinder and I don't want to have to make a thick plate to hold the taller parts. If I made such a thick plate it would be too heavy to manually pick up and move. So if I just put the parts in the oven loose there will be some nitriding coming down the OD of the cylinder. We normally get 30 - 60 microns of case on the flat surface. A little case on the OD would be OK except we need to laser weld these parts to a soft 430 stainless steel cylinder. This will be an autogenous weld (no filler). I expect the nitrided case will crack during welding but don't have any proof yet as we are still a ways away from making the first prototypes. So I would appreciate input on:
A) Will we get weld cracks?
B) Any way to reduce likely hood of welding cracks?
C) Simple fixturing suggestions to mask the taller parts in heat treat.
----------------------------------------
The Help for this program was created in Windows Help format, which depends on a feature that isn't included in this version of Windows.
I've got a new design that is a much taller cylinder and I don't want to have to make a thick plate to hold the taller parts. If I made such a thick plate it would be too heavy to manually pick up and move. So if I just put the parts in the oven loose there will be some nitriding coming down the OD of the cylinder. We normally get 30 - 60 microns of case on the flat surface. A little case on the OD would be OK except we need to laser weld these parts to a soft 430 stainless steel cylinder. This will be an autogenous weld (no filler). I expect the nitrided case will crack during welding but don't have any proof yet as we are still a ways away from making the first prototypes. So I would appreciate input on:
A) Will we get weld cracks?
B) Any way to reduce likely hood of welding cracks?
C) Simple fixturing suggestions to mask the taller parts in heat treat.
----------------------------------------
The Help for this program was created in Windows Help format, which depends on a feature that isn't included in this version of Windows.