DGrayPPD
Mechanical
- Feb 2, 2017
- 300
Hi,
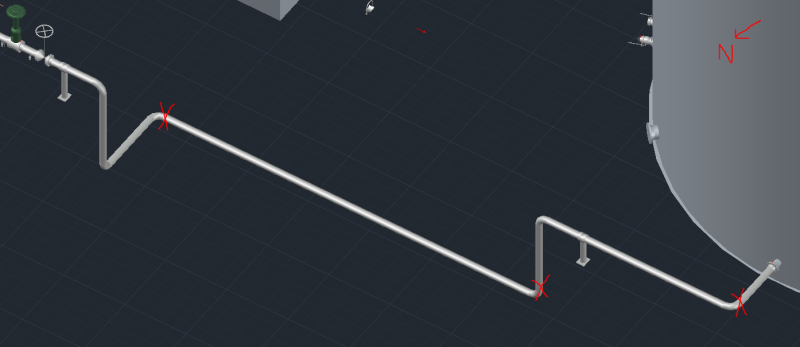
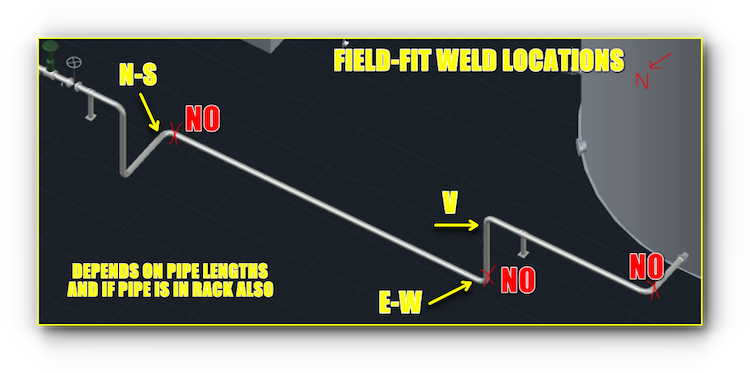
I was wondering if I could get the opinion of some more senior level experienced people. I am a piping designer that works for a small engineering firm who is trying to expand in the field of detail engineering. I am a certified Level II SPED piping designer. I have a background in pipe fabrication shop spool drafting and now in piping design and through my years of experience, education, and the countless research I have done, when it comes to FFWs my understanding is that you do not want to put an excessive amount and they should only be used in times of absolute uncertainty, between equipment in parallel, or for a final fit up to equipment like pumps who can not have an excessive load on the nozzle. Unfortunately, because we are a small engineering firm, I do not have any senior level piping designers/leads to back me up on this. And our other engineers believe that it is beneficial to have FFWs in every direction for most lines. They have tried to convince me to put them and I have held my ground and told them it is not necessary to put an excessive amount of FFWs. It is my understanding that this could greatly influence the budget and schedule of a project. They're opinion is that how many times have you seen contractors build the plants exactly where we told them to which my rebuttal is why are we designing it and giving them location plans, equipment plans, isometrics, 3D models, etc., if they are not going to build it where we told them? I know they have tolerances in the field, but is my thinking wrong on this matter? Can anyone give me their thoughts and opinions?
I was wondering if I could get the opinion of some more senior level experienced people. I am a piping designer that works for a small engineering firm who is trying to expand in the field of detail engineering. I am a certified Level II SPED piping designer. I have a background in pipe fabrication shop spool drafting and now in piping design and through my years of experience, education, and the countless research I have done, when it comes to FFWs my understanding is that you do not want to put an excessive amount and they should only be used in times of absolute uncertainty, between equipment in parallel, or for a final fit up to equipment like pumps who can not have an excessive load on the nozzle. Unfortunately, because we are a small engineering firm, I do not have any senior level piping designers/leads to back me up on this. And our other engineers believe that it is beneficial to have FFWs in every direction for most lines. They have tried to convince me to put them and I have held my ground and told them it is not necessary to put an excessive amount of FFWs. It is my understanding that this could greatly influence the budget and schedule of a project. They're opinion is that how many times have you seen contractors build the plants exactly where we told them to which my rebuttal is why are we designing it and giving them location plans, equipment plans, isometrics, 3D models, etc., if they are not going to build it where we told them? I know they have tolerances in the field, but is my thinking wrong on this matter? Can anyone give me their thoughts and opinions?