JJPellin
Mechanical
- Oct 29, 2002
- 2,184
We have a longstanding problem with low suction pressure to a set of vacuum tower bottoms pumps. I will briefly describe the service and the pumps before describing the problem.
The pumps are single stage, double suction, radial split, between bearings, API centrifugal pumps. They are rated for 1200 gpm at 650 feet TDH. There are two identical pumps installed in parallel. One pump is driven by a 3600 rpm steam turbine and is normally on hot standby set up to auto-start if the flow from the main pump is lost. The main pump is driven by a 3600 rpm motor and runs constantly. The spare pump uses about 10 gpm of discharge flow passing backward through the pump to keep it hot.
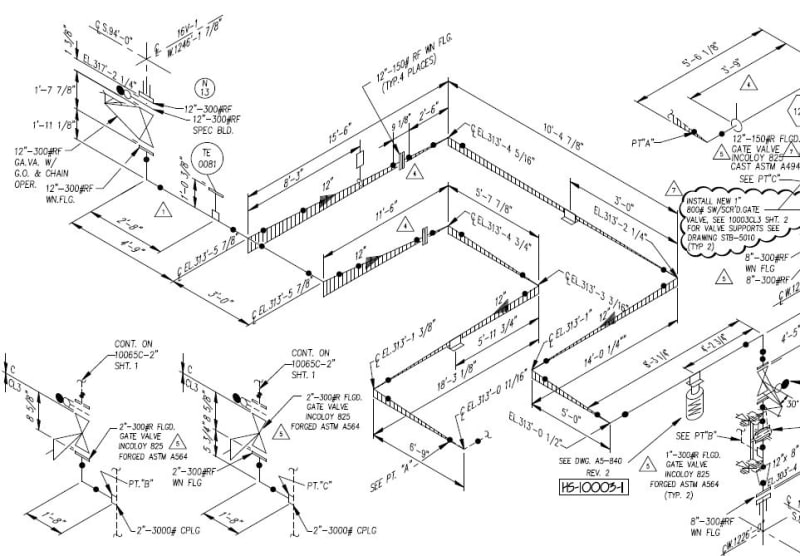
The service is the bottoms on a vacuum tower in a crude oil distillation unit. The stream is asphalt at about 700 °F with a specific gravity of 0.85 at pumping temperature. The tower is under hard vacuum. At the pump suction flange, the pressure is about -13 in-Hg gauge. The pumps are fairly close to the tower. As a result, the piping includes long, horizontal expansion loops. The original piping drawings show a continuous slope downward from the tower nozzle to the pumps. Over the years, the piping has been completely replaced with a more corrosion resistant alloy. Modeling shows that we have an adequate NPSH margin (5 to 10 feet) under all process conditions. The pumps have double mechanical seals with heavy gas oil barrier fluid controlled to 40 psi positive pressure.
We have had problems with loss of flow for many years. But, following recent work on the vacuum tower, the problem seems to have gotten worse. During normal operation, we experience a sudden loss of suction pressure to both pumps. Pressure can drop from -13 in-Hg down to -21 in-Hg. The flow rate from the running pump drops and level in the bottom of the vessel starts to rise. During some of these events, the flow drops enough to trigger an automatic startup of the spare pump. The operators are able to restore flow by deliberately raising the vessel level even higher. They complete the switch to the spare pump and shut off the main pump.
We have ruled out all of the typical explanations for the drop in suction pressure. They removed the strainer from the bottom of the vessel. There are no suction strainers at each pump. I have a theory I would like to explore. I understand that water systems using gravity flow can experience pressure drops when air pockets restrict the flow. I believe that our suction piping is not properly sloped. The line is unusually large for the flow rate. I think the resulting velocity is too low to carry vapor down to the pumps. And, I think the slope of the line is not enough for the vapor to travel against the flow back to the vessel. This theory requires at least two conditions. There has to be a source of vapor and a local high point in the piping for the vapor to accumulate in. The vapor could come from vaporization of gas oil leaking through the seals of the spare pump.
I am curious if anyone has seen this phenomenon in similar systems. Do any of you have a different explanation for our problem?
Johnny Pellin
The pumps are single stage, double suction, radial split, between bearings, API centrifugal pumps. They are rated for 1200 gpm at 650 feet TDH. There are two identical pumps installed in parallel. One pump is driven by a 3600 rpm steam turbine and is normally on hot standby set up to auto-start if the flow from the main pump is lost. The main pump is driven by a 3600 rpm motor and runs constantly. The spare pump uses about 10 gpm of discharge flow passing backward through the pump to keep it hot.
The service is the bottoms on a vacuum tower in a crude oil distillation unit. The stream is asphalt at about 700 °F with a specific gravity of 0.85 at pumping temperature. The tower is under hard vacuum. At the pump suction flange, the pressure is about -13 in-Hg gauge. The pumps are fairly close to the tower. As a result, the piping includes long, horizontal expansion loops. The original piping drawings show a continuous slope downward from the tower nozzle to the pumps. Over the years, the piping has been completely replaced with a more corrosion resistant alloy. Modeling shows that we have an adequate NPSH margin (5 to 10 feet) under all process conditions. The pumps have double mechanical seals with heavy gas oil barrier fluid controlled to 40 psi positive pressure.
We have had problems with loss of flow for many years. But, following recent work on the vacuum tower, the problem seems to have gotten worse. During normal operation, we experience a sudden loss of suction pressure to both pumps. Pressure can drop from -13 in-Hg down to -21 in-Hg. The flow rate from the running pump drops and level in the bottom of the vessel starts to rise. During some of these events, the flow drops enough to trigger an automatic startup of the spare pump. The operators are able to restore flow by deliberately raising the vessel level even higher. They complete the switch to the spare pump and shut off the main pump.
We have ruled out all of the typical explanations for the drop in suction pressure. They removed the strainer from the bottom of the vessel. There are no suction strainers at each pump. I have a theory I would like to explore. I understand that water systems using gravity flow can experience pressure drops when air pockets restrict the flow. I believe that our suction piping is not properly sloped. The line is unusually large for the flow rate. I think the resulting velocity is too low to carry vapor down to the pumps. And, I think the slope of the line is not enough for the vapor to travel against the flow back to the vessel. This theory requires at least two conditions. There has to be a source of vapor and a local high point in the piping for the vapor to accumulate in. The vapor could come from vaporization of gas oil leaking through the seals of the spare pump.
I am curious if anyone has seen this phenomenon in similar systems. Do any of you have a different explanation for our problem?
Johnny Pellin