We have a project that we were about to encounter a problem with. Thankfully it resolved itself without going this direction but I still have the question in my mind of: is it possible?
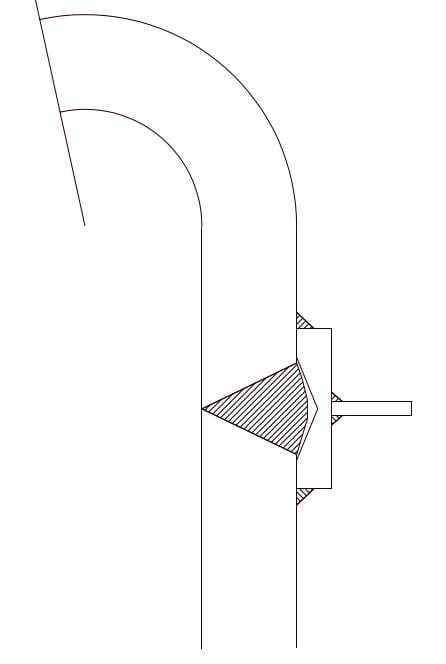
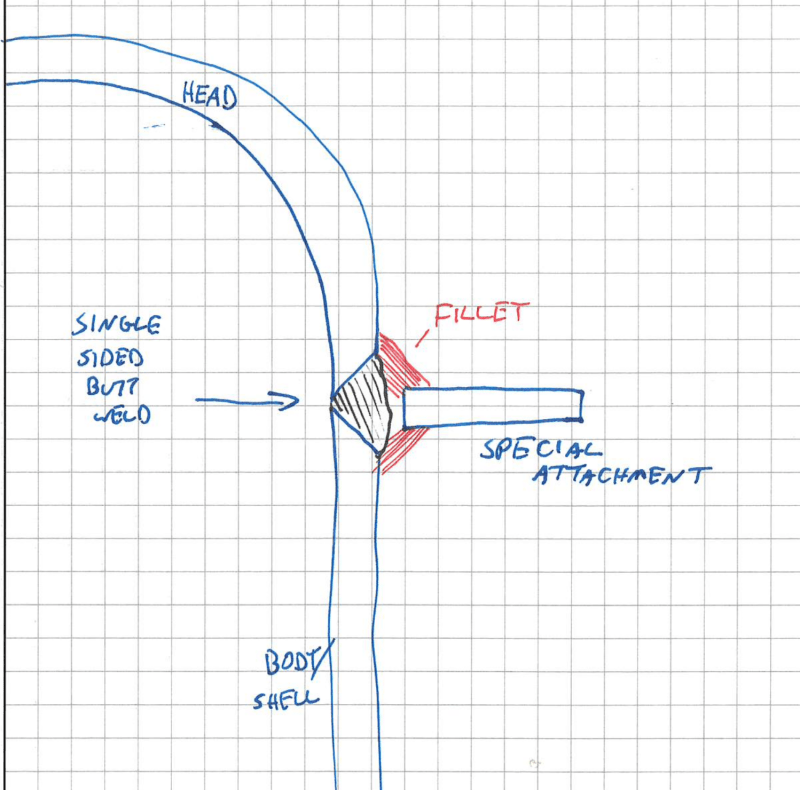
-We have a pressure vessel; Section VIII Div 1. Head welded to a shell using a single sided butt weld.
Due to some geometry/design issues we were needing an attachment (think similar to an insulation skirt) welded around the shell. A 3" wide 1/2" thick ring.
We normally do this on the body with seal-welded fillets.
Due to some odd circumstances, we were going to be forced to move the skirt up to directly where the head-shell weld is.
*See below*
The question is: Does ASME disallow this weld joint/attachment? What would this be considered? I tried scouring through the UG and UW sections and can't find anything similar or close to it.
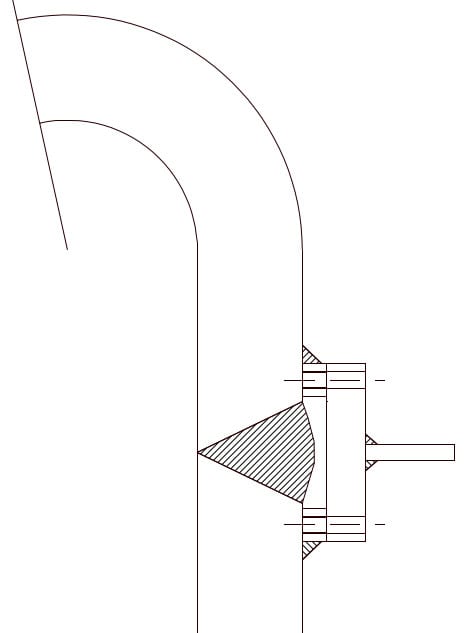
-We have a pressure vessel; Section VIII Div 1. Head welded to a shell using a single sided butt weld.
Due to some geometry/design issues we were needing an attachment (think similar to an insulation skirt) welded around the shell. A 3" wide 1/2" thick ring.
We normally do this on the body with seal-welded fillets.
Due to some odd circumstances, we were going to be forced to move the skirt up to directly where the head-shell weld is.
*See below*
The question is: Does ASME disallow this weld joint/attachment? What would this be considered? I tried scouring through the UG and UW sections and can't find anything similar or close to it.