Good afternoon,
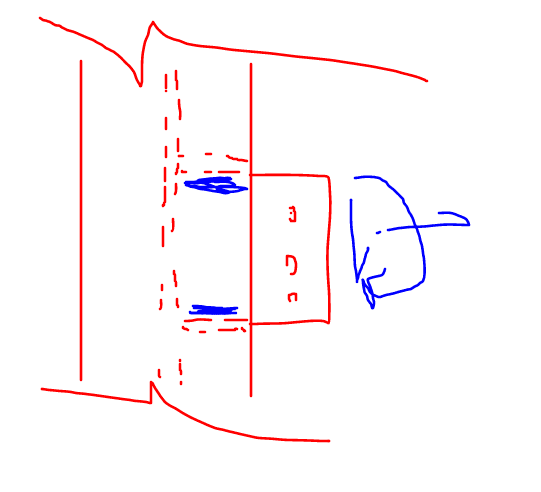
I have a project where my connection engineer has specified extended shear tabs. He has used 3/4" thick shear tabs with 1/2" stiffener plates on the top side and the bottom side of the tab. The tab is connecting to the wideflange column web. The AISC manual says that the weld size should be 5/8 x thickness of plate which would be close to a 1/2" weld for a 3/4" shear tab. However, my connection engineering is making the case that the limit state is buckling of the shear tab and the weld therefor doesn't need to be sized to meet the full strength of the plate.
My connection engineer says that the weld from shear tab to the column web will only have shear applied to it. Does this sound reasonable or should we be following the 5/8 x thickness of plate rule that AISC recommends?
I have a project where my connection engineer has specified extended shear tabs. He has used 3/4" thick shear tabs with 1/2" stiffener plates on the top side and the bottom side of the tab. The tab is connecting to the wideflange column web. The AISC manual says that the weld size should be 5/8 x thickness of plate which would be close to a 1/2" weld for a 3/4" shear tab. However, my connection engineering is making the case that the limit state is buckling of the shear tab and the weld therefor doesn't need to be sized to meet the full strength of the plate.
My connection engineer says that the weld from shear tab to the column web will only have shear applied to it. Does this sound reasonable or should we be following the 5/8 x thickness of plate rule that AISC recommends?